遼寧液壓馬達閥塊型號
不銹鋼閥塊的制造工藝不銹鋼閥塊的制造工藝涉及多個環節,包括原材料準備、機械加工、焊接、熱處理、表面處理等。以下是對這些環節的詳細介紹:原材料準備:根據設計要求,選擇合適的不銹鋼材料,并進行切割、鍛造或鑄造等初步加工,以制備出閥塊零部件的原始形狀。機械加工:通過車削、銑削、鉆孔、磨削等精細工藝,將零部件加工成閥塊的各個組件。這一環節要求高精度和高質量,以確保閥塊內部結構的準確性和可靠性。焊接:將加工好的零部件進行焊接,形成完整的閥塊結構。小型閥塊靈活輕便,適用于微型機械設備。遼寧液壓馬達閥塊型號
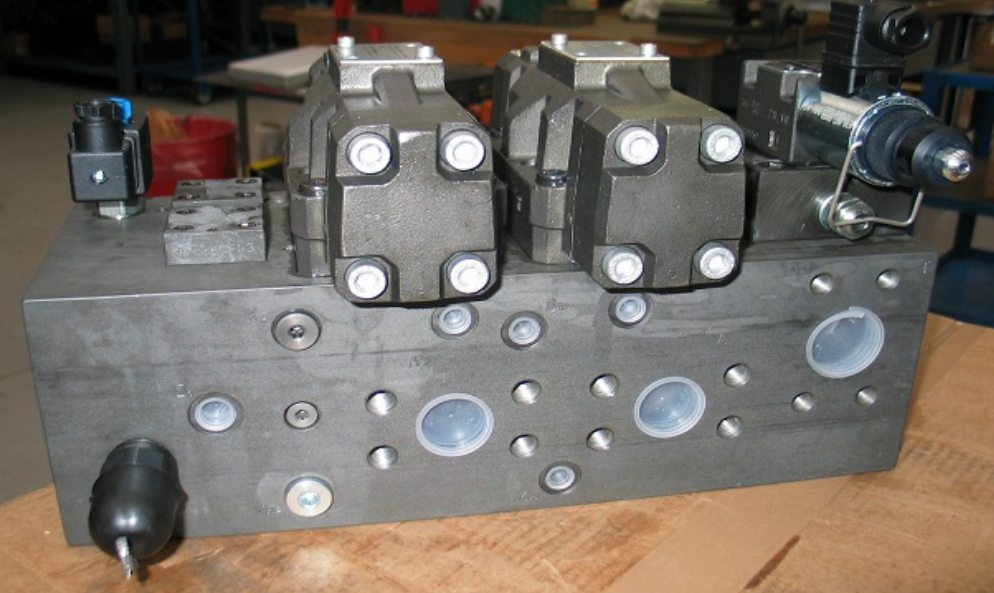
集成閥塊通常由一塊或多塊金屬塊體加工而成,內部通過精密加工形成復雜的流道網絡。這些流道連接著各種不同類型的閥門元件,如單向閥、換向閥、溢流閥、節流閥等,以及用于連接外部管道的接口。閥塊的外形設計根據實際應用場景和安裝要求而定,常見的有長方體、正方體或定制的異形結構。在閥塊表面,會設置安裝螺紋孔、定位銷孔等,以便將閥門元件和其他輔助裝置準確固定。集成閥塊通常由一塊或多塊金屬塊體加工而成,內部通過精密加工形成復雜的流道網絡。這些流道連接著各種不同類型的閥門元件,如單向閥、換向閥、溢流閥、節流閥等,以及用于連接外部管道的接口。閥塊的外形設計根據實際應用場景和安裝要求而定,常見的有長方體、正方體或定制的異形結構。在閥塊表面,會設置安裝螺紋孔、定位銷孔等,以便將閥門元件和其他輔助裝置準確固定。四川伺服系統閥塊型號檢修閥塊時,仔細排查各油路與閥件。

閥塊的失效主要表現有孔和桿之間配合間隙過大、動態密封磨損、控制臺肩磨損、氣蝕等。歸納起來,閥塊的失效原因主要有以下幾點:性能退化:約占失效的15%。這主要是由于閥塊在使用過程中受到長期磨損和老化等因素的影響,導致性能逐漸下降。性能下降:約占失效的70%。這包括腐蝕和機械磨損兩種類型。腐蝕主要是由于流體介質中的化學物質對閥塊材料的侵蝕作用;機械磨損則是由于閥塊在使用過程中受到摩擦和沖擊等因素的影響,導致表面磨損和損壞。意外事故:約占失效的15%。這主要是由于系統進入空氣、操作不當或外部沖擊等因素導致的突發事件。
標準閥塊的應用優勢提高系統效率:標準閥塊通過集成化設計減少了管道數量和連接點,降低了系統的壓力損失和泄漏風險,從而提高了系統的整體效率。降低成本:標準閥塊采用模塊化結構,可以根據系統需求進行靈活組合,避免了不必要的浪費。同時,標準化接口和連接件的使用降低了采購和安裝成本。簡化維護:標準閥塊的結構緊湊、布局清晰,便于維護和檢修。此外,模塊化設計使得更換故障閥塊變得更加簡單快捷。增強系統可靠性:標準閥塊采用高性能材料和精密加工工藝制造,確保了其長期穩定運行和可靠性。同時,模塊化結構使得系統更加靈活多變,能夠適應不同的工作環境和需求。優化系統設計:標準閥塊為系統設計提供了更多的靈活性和自由度。設計師可以根據系統需求選擇合適的閥塊模塊進行組合,以實現比較好的控制效果和性能。閥塊油路設計合理,降低流體壓力損失。

在設計集成閥塊之前,必須深入了解所應用的流體控制系統的功能需求。這包括確定系統的工作壓力、流量范圍、控制精度要求、執行機構的動作邏輯以及與其他系統的接口關系等。例如,在液壓機的控制系統中,需要根據壓制工藝的要求,精確控制液壓缸的運動速度和壓力,因此集成閥塊的設計要能夠滿足這些特定的功能需求。通過詳細的功能需求分析,可以明確閥塊內部所需的閥門類型、數量以及它們之間的連接關系,為后續的設計工作奠定基礎。安裝閥塊時,需嚴格校準確保連接緊密。遼寧液壓馬達閥塊型號
大型閥塊承載高壓,保障重型裝備穩定運行。遼寧液壓馬達閥塊型號
鑄造得到的閥塊毛坯需要經過機械加工才能達到較終的尺寸精度和表面質量要求。機械加工工藝主要包括車削、銑削、鉆孔、鏜孔、磨削等。車削用于加工閥塊的外圓、端面等回轉表面;銑削用于加工閥塊的平面、溝槽、臺階等形狀;鉆孔和鏜孔用于加工閥塊內部的各種孔系,包括流道孔、安裝孔等;磨削則用于對閥塊的關鍵表面進行高精度加工,以保證閥芯與閥座之間的配合精度和密封性能。在機械加工過程中,需要使用高精度的加工設備和先進的加工工藝,嚴格控制加工尺寸和表面粗糙度,確保閥塊的各項性能指標符合設計要求。遼寧液壓馬達閥塊型號
- 遼寧伺服系統閥塊價格 2025-05-09
- 廣東閥塊 2025-05-09
- 海南油路閥塊型號 2025-05-09
- 廣東插裝閥塊公司 2025-05-09
- 遼寧液壓馬達閥塊型號 2025-05-09
- 北京閥塊廠家 2025-05-09
- 集成閥塊制造 2025-05-09
- 標準閥塊價格 2025-05-09
- 西藏油路閥塊設計 2025-05-09
- 甘肅集成閥塊加工 2025-05-09
- 閔行區省電智能倉儲設備圖片 2025-05-09
- 湖州汽車廠環氧地坪種類 2025-05-09
- 石家莊催化劑回轉窯非標定制 2025-05-09
- 成都自動裝藥稱重設備研發中心 2025-05-09
- 硅鋼片小型光纖切割機廠家 2025-05-09
- 南通實驗室不銹鋼層析柱 2025-05-09
- 芯片涂膠顯影機供應商 2025-05-09
- 廣西碳鋼防腐攪拌桿 2025-05-09
- 貴州干式真空泵銷售 2025-05-09
- 浙江光大蝶閥型號 2025-05-09