
脫墨劑現在已經是玻璃蓋板行業使用非常普遍的產品。脫墨工序也非常簡單,加熱——浸泡脫墨——漂洗返修。各個廠家使用的油墨種類不一樣,導致脫墨時間長短不一樣。脫墨槽大小不同,生產負荷不一樣,導致脫墨劑的添加量以及更換周期不一定。因此雖然脫墨劑的使用方法很簡單,但是經常有廠家向我們飛耐爾咨詢脫墨劑使用的標準化工藝流程。基于前述同樣的原因,脫墨劑的使用很難有普適的作業規范。
飛耐爾工程師經過大量的現場案例分析,給大家以下建議使用流程,總結起來是四個“5-10”。
因各廠家脫墨槽規格不同,需定制玻璃架尺寸以確保各間距處于理想距離范圍。
開槽加料
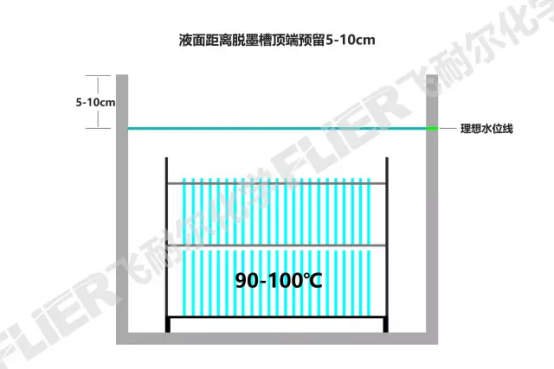
脫墨劑液面低于脫墨槽頂端5-10cm
脫墨劑液面離脫墨槽頂端5-10cm。不同的脫墨劑槽有不同的容積。添加脫墨劑后,脫墨劑的液面離脫墨槽頂端5-10cm為佳,要留出足夠的余量,防止脫墨劑加熱后體積膨脹溢出脫墨槽。
理想水位
脫墨劑液面距離蓋板頂端5-10cm
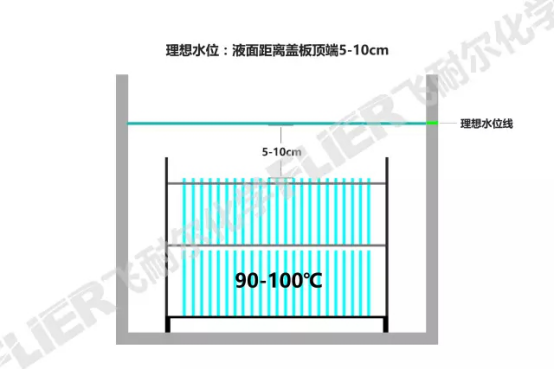
脫墨劑要保持良好的脫墨效果需要2個條件:穩定的溫度以及順暢的內循環。脫墨槽中,液面處的脫墨劑溫度一般比下層低,而且溶劑在脫墨劑下層的循環比表層好,可以即使帶走玻璃表層脫下的油墨,提高脫墨效率。飛耐爾工程師多次在現場實測,當脫墨劑剛覆蓋住玻璃架時,脫墨效果不好,邊緣容易有油墨殘留。
此外,主流的脫墨劑加熱使用一段時間后是會分層的,上面淺淺的一層大約有5-10cm,上層的脫墨效果較差,這也要求脫墨劑液面高出玻璃架5-10cm。
脫墨劑補充
揮發5-10cm后應補充回理想水位線

在脫墨劑使用過程中,因為脫墨劑加熱揮發,以及附著在玻璃上被帶走的損耗,因此脫墨劑液面是逐漸下降的。一般,脫墨劑液面揮發較開槽時下降5-10cm時,即要補充新鮮的脫墨劑。如此反復。
具體生產過程中,以200L的脫墨槽為例,脫墨劑開槽180L,每天補充添加約15-25L,一周左右換掉。(脫墨劑密度比較大,一般在1.2-1.3,由體積換算成質量要按相應密度換算。以上數據僅供參考)
更換頻率
脫墨劑更換頻率:5-10天
文章為作者獨立觀點,不代表淘金地立場。轉載此文章須經作者同意,并附上出處及文章鏈接。
分享到: