南京特制人造板廠家現(xiàn)貨
樹木種類根據(jù)生產(chǎn)采用樹種不同,可分為針葉材膠合板、闊葉材膠合板等;用途性質(zhì)根據(jù)用途性質(zhì)不同,可分為室外用膠合板、室內(nèi)用膠合板、結(jié)構(gòu)用膠合板、裝飾用膠合板等;成型工藝根據(jù)成型工藝不同,可分為濕法、干法、半干法纖維板;加壓方式根據(jù)加壓方式不同,可分為平壓、擠壓、輥壓刨花板等;產(chǎn)品密度根據(jù)產(chǎn)品密度不同,可分為低密度、中密度、高密度刨花板;軟質(zhì)、中密度、高密度(硬質(zhì))纖維板等;膠合材料根據(jù)采用的膠合材料不同,可分為有有機(jī)膠合人造板、無機(jī)膠合人造板等。板材鋸切、磨削等也影響產(chǎn)品的規(guī)格質(zhì)量。南京特制人造板廠家現(xiàn)貨
C、細(xì)木工板內(nèi)部的實(shí)木條為縱向拼接,故豎向的抗彎壓強(qiáng)度差,長期的受力會(huì)導(dǎo)致板材明顯的橫向變形。D、細(xì)木工板內(nèi)部的實(shí)木條材質(zhì)不一樣,密度大小不一,只經(jīng)過簡單干燥處理,易起翹變形;結(jié)構(gòu)發(fā)生扭曲、變形,影響外觀及使用效果。E、由于細(xì)木工板表面比較粗糙,所以木工現(xiàn)場加工時(shí),在對表面的處理時(shí)通常使用大量使用膠水或油漆,故以此板材制作出的家具極不環(huán)保,這也是裝修時(shí)為什么味道十分刺激的主要原因,此類現(xiàn)場制作的家具是致*及導(dǎo)致基因突變的罪魁禍?zhǔn)祝瑢θ梭w的傷害非常的大。蘇州品牌人造板工廠直銷切削出的刨花形態(tài)影響刨花板的全部物理力學(xué)性能;

5、其他關(guān)于人造板制作:人造板所用原料,除膠合板需用原木外,大部分來自采伐和加工剩余物,以及小徑材(直徑在8厘米以下)。經(jīng)破碎或削片、再碎后制成的片狀、條狀、針狀、粒狀材料可用于刨花板制造。木片經(jīng)纖維分離后用于纖維板制造。這樣可使木材利用率較傳統(tǒng)利用方式提高20~25%。70年代開始注意利用樹皮、木屑作人造板原料,但樹皮只能用在刨花板中層,用量不能超過8%,否則會(huì)降低產(chǎn)品強(qiáng)度。此外,非木質(zhì)材料也日益受到重視,除蔗渣、麻稈、等在人造板生產(chǎn)中早已被利用外,已擴(kuò)大到多種植物莖稈及種子殼皮。
1943年美國研究干法和半干法制造工藝獲得成功,50年代初,在美國、聯(lián)邦德國、捷克斯洛伐克和奧地利分別建廠,用上述兩法生產(chǎn)硬質(zhì)纖維板。40年代末,隨著英國和德國分別研究出刨花板連續(xù)生產(chǎn)的巴德列夫法和奧卡爾法,并制成相應(yīng)的成套連續(xù)式生產(chǎn)設(shè)備,刨花板生產(chǎn)遂進(jìn)入工業(yè)體系。纖維板60年代初,以干法生產(chǎn)工藝為基礎(chǔ)制成中密度纖維板,1966年美國建成***個(gè)中密度纖維板廠。人造板的新品種日益增多,其分類方法也隨之不斷變化。常用的分類方法有下述幾種:60年代初,以干法生產(chǎn)工藝為基礎(chǔ)制成中密度纖維板,1966年美國建成中密度纖維板廠。

1.甲醛。根據(jù)國家標(biāo)準(zhǔn),細(xì)木工板的甲醛釋放限量氣候箱法指標(biāo)為E1≤0.124mg/m3,。市場上銷售的細(xì)木工板在甲醛釋放量指標(biāo)上的不合格主要涉及兩個(gè)方面:一是甲醛釋放量超標(biāo),對人體健康明顯構(gòu)成威脅;二是有些產(chǎn)品甲醛釋放量雖然在E2級(jí)內(nèi),并沒有達(dá)到E1級(jí),卻標(biāo)注了E1級(jí)的級(jí)別。這也屬于不合格。2.橫向靜曲強(qiáng)度。橫向靜曲強(qiáng)度和膠合強(qiáng)度,反映細(xì)木工板產(chǎn)品承載受力和抵抗受力變形的能力。而導(dǎo)致橫向靜曲強(qiáng)度不合格的主要原因有三方面.一是原料本身存在缺陷或者腐朽,板芯質(zhì)地不好;二是在生產(chǎn)過程中,拼接技術(shù)沒有達(dá)標(biāo);三是沒有做好膠合工作。1887年德國用鋸屑加血膠制成板材,是為刨花板之始。南通品牌人造板廠家供應(yīng)
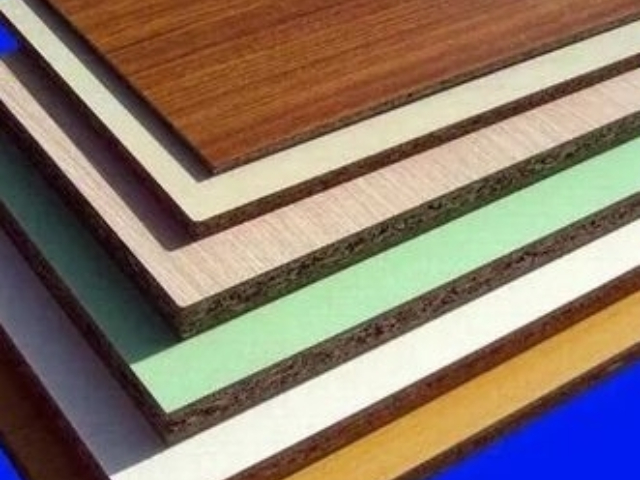
纖維板是將樹皮、刨花、樹枝等廢料經(jīng)破碎、浸泡、研磨成木漿,再經(jīng)加壓成型、干燥處理而制成的板材。南京特制人造板廠家現(xiàn)貨
干燥的熱源,大都是用蒸氣或燃燒氣體。紅外線干燥能量消耗太大,每蒸發(fā)1千克水需要5500~18000千焦;而蒸氣干燥*需4200~5000千焦。高頻干燥優(yōu)點(diǎn)是**物料含水率高時(shí)的干燥速度快、終含水率均勻,但干燥成本過高。若與蒸氣聯(lián)合使用實(shí)現(xiàn)復(fù)式加熱則有利的。真空干燥不僅費(fèi)用大,生產(chǎn)效率也低。當(dāng)以蒸氣為熱源時(shí),每蒸發(fā)1千克水分,單板干燥需1.75~2千克蒸氣,刨花干燥需1.8千克左右的蒸氣,軟質(zhì)纖維板坯干燥需1.6~1.8千克蒸氣。施膠包括單板涂膠、刨花及纖維施膠。單板涂膠在歐洲仍沿用傳統(tǒng)的滾筒涂膠,美國自70年代起許多膠合板廠已改用淋膠。中國膠合板廠也用滾筒涂膠。淋膠方法適宜于整張化中板和自動(dòng)化組坯的工藝過程。刨花及纖維施膠主要用噴膠方法。南京特制人造板廠家現(xiàn)貨
無錫愷屹塬建筑材料有限公司在同行業(yè)領(lǐng)域中,一直處在一個(gè)不斷銳意進(jìn)取,不斷制造創(chuàng)新的市場高度,多年以來致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的建筑、建材中始終保持良好的商業(yè)口碑,成績讓我們喜悅,但不會(huì)讓我們止步,殘酷的市場磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境,富有營養(yǎng)的公司土壤滋養(yǎng)著我們不斷開拓創(chuàng)新,勇于進(jìn)取的無限潛力, 愷屹塬供應(yīng)攜手大家一起走向共同輝煌的未來,回首過去,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進(jìn),以一個(gè)更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 南京如何建筑防水卷銷售廠家 2025-07-16
- 江蘇特制建筑裝飾材料按需定制 2025-07-16
- 新吳區(qū)附近建筑防水卷廠家現(xiàn)貨 2025-07-16
- 濱湖區(qū)怎樣建筑防水卷按需定制 2025-07-16
- 南京常見人造板維修價(jià)格 2025-07-16
- 南京特制建筑防水卷工廠直銷 2025-07-16
- 新吳區(qū)挑選建筑防水卷維修價(jià)格 2025-07-16
- 南京如何建筑裝飾材料維修價(jià)格 2025-07-16
- 錫山區(qū)常見人造板廠家現(xiàn)貨 2025-07-16
- 惠山區(qū)品牌建筑防水卷維修價(jià)格 2025-07-16
- 湖北建筑幕墻工程按需定制 2025-07-16
- 辦公大樓外墻清洗收費(fèi)明細(xì) 2025-07-16
- 蘇州常見辦公樓裝修售價(jià) 2025-07-16
- 靜安區(qū)特色固體潤滑劑聯(lián)系方式 2025-07-16
- 重慶云端存儲(chǔ)門禁考勤系統(tǒng)一件代發(fā) 2025-07-16
- 進(jìn)口建筑材料哪家好 2025-07-16
- 北京20英式槽鋼用途有哪些 2025-07-16
- 研幾斷橋鋁合金門批發(fā) 2025-07-16
- 鄭州耐高溫玻璃纖維鋼絲布批發(fā)價(jià)格 2025-07-16
- 雙層防風(fēng)簾尺寸 2025-07-16