新吳區怎樣人造板廠家現貨
材質不同,質量有異,大芯板根據材質的優劣及面材的質地分為“優等品”、“一等品”及“合格品”。也有企業將板材等級標為A級、雙A級和三A級,但是這只是企業行為,與國家標準不符,市場上已經不允許出現這種標注。大芯板的材種有許多種,如楊木、樺木、松木、泡桐等,其中以楊木、樺木為比較好,質地密實,木質不軟不硬,握釘力強,不易變形,而泡桐的質地很輕、較軟、吸收水分大,握釘力差,不易烘干,制成的板材在使用過程中,當水分蒸發后,板材易干裂變形。而松木質地堅硬,不易壓制,拼接結構不好,握釘力差,變形系數大。1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。新吳區怎樣人造板廠家現貨
7 0年代末期,歐美一些國家研究無膠膠合技術,較有進展的是使木質素分子活化,在一定條件下利用木質素膠合;或者利用木材或其他材料中的半纖維素,經處理使之轉化為膠結物質進行膠合。80年代初,加拿大成功地利用蒸渣制成了無膠刨花板。中國的研究院和大學也都在進行無膠膠合技術的研究,已取得初步成果。成型和加壓膠合板的組坯,刨花板纖維板的板坯成型和加壓都屬于人造板制造的成型工藝。木材學對木材構造的研究揭示了木纖維在天然木材中的排列方式有層次性和方向性,因而能承受自然界對木材所施加的一定限度的外力。惠山區常見人造板廠家供應精確控制旋切單板的厚度誤差,可提高出材率2~3%。

3.膠合強度。膠合性能主要有三個工藝參數,即時間、溫度、壓力。而膠黏劑用多用少怎么用,也影響著甲醛釋放量指標。4.含水率。含水率是反映細木工板的含水量的指標,若含水率過高或不均勻,產品在使用過程中出現變形翹曲或不均勻現象,影響產品的使用性能。 [2]細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。另外,其加工設備的優劣程度不僅需要大量的資金投入,也是能否保證產品加工精度和質量的關鍵。
干燥包括單板干燥、刨花干燥、干法纖維板工藝中的纖維干燥,及濕法纖維板的熱處理。干燥的工藝和過程控制與成材干燥有所不同。成材干燥的過程控制是以干燥介質的相對濕度為準,必須注意防止干燥應力的產生;而人造板所用片狀、粒狀材料的干燥則是在相對高溫、高速和連續化條件下進行的,加熱階段終了立即轉入減速干燥階段。單板及刨花等材料薄,表面積大,干燥應力的影響甚小或者不存在。加之在切削過程中木材組織發生不同程度的松弛,水分擴散阻力小,木材內部水分擴散規律對單板、刨花等就失去意義。2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;

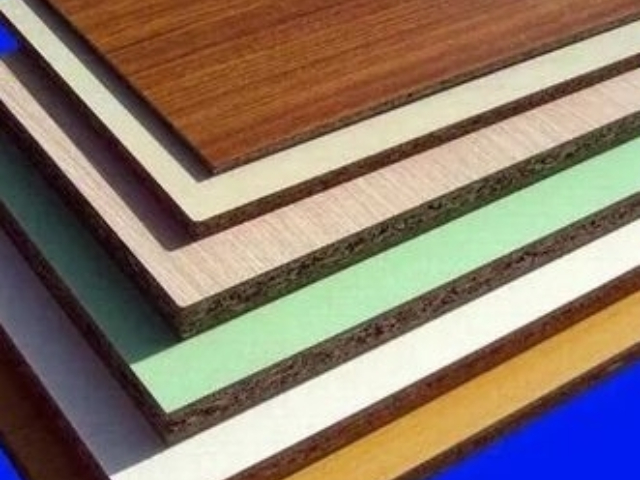
種類木質裝飾材料按其結構與功能不同可分為竹木地板、裝飾薄木、人造板、裝飾人造板、裝飾型材五大類。其中以裝飾人造板和地板的品種及花色**多,應用也**廣。在地板的六大系列中,多層復合地板、竹地板和復合強化地板是近幾年發展較快的木制裝飾產品,其中尤以復合強化地板發展很快,它以優良的性能和合適的價格吸引了廣大的顧客,占領了地板市場的半壁江山。裝飾人造板則不僅產量增長迅猛,花色品種也層出不窮,其中以不同材料的貼面裝飾人造板發展**快。裝飾薄木由于珍貴樹種的日漸減少,天然刨切薄木增長減慢,人造薄木的品種和產量增加。近年來裝飾型材也大量涌向裝飾市場,品種和花色更新極快,成為消費者新的熱點。板材鋸切、磨削等也影響產品的規格質量。徐州常見人造板廠家供應
這樣可使木材利用率較傳統利用方式提高20~25%。新吳區怎樣人造板廠家現貨
切削加工原材料處理和產品**終加工,都要應用切削工藝,如單板的旋切、刨切,木片、刨花的切削,纖維的研磨分離,以及**終加工中的鋸截、砂磨等。將木材切削成不同形狀的單元,按一定方式重新組合為各種板材,可以改善木材的某些性質,如各向異性、不均質性、濕脹及干縮性等。大單元組成的板材力學強度較高,小單元組成的板材均質性較好。精確控制旋切單板的厚度誤差,可提高出材率2~3%。切削出的刨花形態影響刨花板的全部物理力學性能;纖維形態對纖維板的強度同樣有密切關系。板材**終的鋸切、磨削等也影響產品的規格質量。新吳區怎樣人造板廠家現貨
無錫愷屹塬建筑材料有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的建筑、建材中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力, 愷屹塬供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 濱湖區特制建筑防水卷銷售廠家 2025-05-03
- 錫山區挑選人造板廠家直銷 2025-05-03
- 蘇州挑選建筑裝飾材料按需定制 2025-05-03
- 江陰如何人造板按需定制 2025-05-03
- 無錫怎樣建筑防水卷銷售廠家 2025-05-02
- 常州特制建筑防水卷廠家現貨 2025-05-02
- 徐州附近建筑裝飾材料維修價格 2025-05-02
- 濱湖區挑選建筑防水卷維修價格 2025-05-02
- 錫山區質量人造板廠家供應 2025-05-02
- 江蘇挑選建筑防水卷貨源充足 2025-05-02
- 揚州化糞池 2025-05-03
- 靜安區新能源建材粘合劑批發價格 2025-05-03
- 上海第三方項目品質管理及咨詢發展趨勢 2025-05-03
- 河南混合型塑膠跑道源頭廠家 2025-05-03
- 溫州醫藥潔凈板哪家好 2025-05-03
- 青浦區質量瀝青防水材料廠家現貨 2025-05-03
- 汕頭遙控智能馬桶生產廠家 2025-05-03
- 家裝石膏自流平和水泥自流平的對比 2025-05-03
- 廣東聚脲涂料廠 2025-05-03
- 虹口區本地進口酚醛樹脂現貨 2025-05-03