淮安熱像儀熱工計量檢測
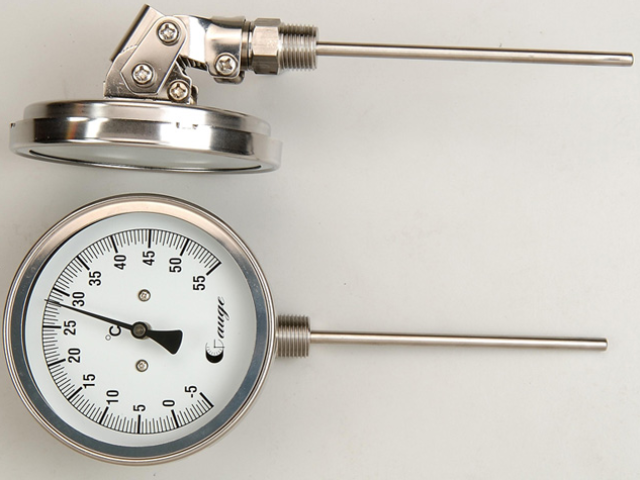
雙金屬溫度計校準步驟
- 安裝固定:將雙金屬溫度計和標準溫度計同時垂直插入恒溫槽中,使它們的感溫元件處于同一深度和位置,并用夾具固定好,確保溫度計與恒溫槽內的介質充分接觸,且不與槽壁、槽底接觸。
- 零點校準:將恒溫槽溫度設定為 0℃,待溫度穩定后,觀察雙金屬溫度計的指針是否指在 0 刻度位置。若有偏差,可通過調整雙金屬溫度計的調零機構,使指針指向 0 刻度。
- 多點校準:根據雙金屬溫度計的測量范圍,均勻選取至少 3 個校準點,例如測量范圍為 0℃ - 100℃,可選取 25℃、50℃、75℃三個點。將恒溫槽分別升溫或降溫至選定的校準溫度點,每個溫度點穩定保持 10 - 15 分鐘,待溫度穩定后,記錄標準溫度計的示值和雙金屬溫度計的示值。
- 偏差計算:計算雙金屬溫度計在各校準點的偏差,偏差 = 雙金屬溫度計示值 - 標準溫度計示值。將偏差與雙金屬溫度計的允許誤差進行比較,判斷是否符合精度要求。一般工業用雙金屬溫度計的允許誤差為量程的 ±1.0% - ±1.5%。
- 回程誤差測試:在完成升溫校準后,按照與升溫校準相反的順序,將恒溫槽溫度依次降至各校準點,再次記錄雙金屬溫度計和標準溫度計的示值,計算各校準點的回程誤差。回程誤差 = 升溫時示值 - 降溫時示值,回程誤差應不大于允許誤差

溫度開關校準前準備
1. 標準器及配套設備
1.標準溫度源:選用干井爐或恒溫槽,溫度波動度≤±0.3℃,均勻性≤±0.5℃,確保溫場穩定。
2.溫度測量設備:配備二等標準鉑電阻溫度計或高精度數字溫度表(最大允許誤差≤±0.1℃),用于實時監測溫度源實際值。
3.開關狀態檢測:準備數字多用表或通斷測試儀(響應時間≤10ms),用于檢測溫度開關觸點通斷狀態及動作響應時間。
4.輔助工具:絕緣耐高溫夾具(固定溫度開關探頭)、計時器(記錄動作時間偏差)、高溫防護手套。
2. 環境條件
1.實驗室溫度(20±5)℃,相對濕度≤70%,避免氣流擾動影響溫場均勻性。
2.遠離振動源及強電磁干擾設備,工作臺穩固防振,電氣接地良好。
3.高溫校準時需設置安全防護區,防止人員接觸高溫部件。
3. 被校儀器檢查
1.外觀檢查:外殼無變形、破損,接線端子無氧化,標簽(型號、動作溫度值)清晰。
2.機械性能檢查:開關動作機構靈活無卡滯,復位彈簧無銹蝕或疲勞,觸點無燒蝕或污漬。
3.功能預測試:常溫下手動觸發開關,通斷狀態正常,觸點電阻≤0.1Ω(通過多用表測量)。
4.校準點設置:根據規格書預設至少3個動作溫度點,升溫/降溫速率≤1℃/min,避免過沖。
紹興溫濕度計熱工計量校準英菲熱工,享譽全球!
工作用輻射溫度計校準步驟
1.連接與預熱
1.將標準輻射溫度計與待校溫度計對準黑體輻射源中心,保持相同測量距離,確保測量視場完全覆蓋黑體腔開口。
2.開啟黑體輻射源及溫度計電源,預熱至少30分鐘(具體時間參照設備說明書)。
2.下限校準
1.設置黑體源溫度為量程下限,待溫度穩定后(波動≤±1℃),記錄標準溫度計示值T1和待校溫度計示值T2。
2.調整待校溫度計零點/偏移參數,使T2=T1±允許誤差。
3.量程校準
1.將黑體源升溫至量程上限,穩定后記錄標準值與待校值。
2.通過增益調整功能修正量程偏差,確保上限點誤差在允許范圍內。
4.多點校準
1.在量程范圍內均勻選取5個校準點。
2.每個溫度點穩定后同步記錄標準值和被校值,計算示值誤差Δ=被校值-標。準值
3.繪制溫度-誤差曲線,驗證線性度(典型要求≤±1%FS)。
5.回程誤差測試
1.從下限至上限按50℃間隔逐步升溫測試,記錄各點輸出值。
2.從上限以相同間隔逐步降溫測試,計算同一溫度點升/降過程的較大差值。
3.回程誤差應≤基本誤差限的1/2。
6.穩定性驗證
1.在中間量程點持續工作2小時,每15分鐘記錄1次測量值。
2.計算比較大漂移量,應滿足年穩定性指標。
恒溫槽校準步驟 英菲計量,讓誤差更小??!
1.設備配置與預平衡
- 將標準鉑電阻溫度計(如PT100,擴展不確定度U≤0.05℃)安裝于槽體幾何中心及四角位置,浸入深度≥100mm
- 連接多通道數據采集器,通電預熱1小時,初始溫度設定為25℃
2.溫度均勻性校準
- 設置目標溫度(如-20℃、50℃、150℃),待溫度穩定(波動≤±0.01℃/10min)后保持30分鐘
- 同步讀取5個測溫點的數據,計算工作區域比較大溫差(允差≤±0.05℃/工業級)
3.溫度波動性測試
- 在中間溫度點(如100℃)連續采集數據30分鐘,采樣間隔10秒
- 計算溫度波動度:t波動=(tmax-tmin)/2(應≤±0.02℃/高精度槽)
4.溫度穩定性驗證
- 在量程上限(如200℃)連續運行8小時,每小時記錄中心點溫度值
- 漂移量ΔT=|t終-t初|應≤±0.1℃(AA級恒溫槽指標)
5.升溫/降溫速率測試
- 設置從50℃→150℃全功率升溫,記錄達到設定值±0.1℃范圍所需時間
- 計算平均速率(典型值≥3℃/min),超差時檢查加熱系統功率
6.參數修正與報告
- 通過PID參數調整補償溫度偏差,重測關鍵點驗證修正效果
- 生成校準證書,包含均勻性、波動度、穩定性及測量不確定度(如U=0.03℃,k=2)

校準前準備
- 設備準備:標準器采用鉑電阻溫度計或輻射溫度計,準備滿足校準規范的輻射源,如高精度的黑體輻射源。
- 環境條件:校準時的溫度應為 23℃±5℃,相對濕度應不大于 85%(無結露),外界無較大干擾源。
- 人員要求:校準人員應熟悉校準規程和待測設備的性能參數,會規范使用設備,比較好是通過培訓或有同種校準經驗的人員。
校準流程
- 外觀檢查:檢查待校準熱像儀外觀是否潔凈,有無形變、破損,數字顯示是否清晰,各部件是否齊全、連接是否緊固,設備的名稱、型號、性能參數、使用說明等資料是否齊全。
- 基本功能檢測:確認待校準設備部件齊全,按鍵、電源等正常,正常工作。
-
性能檢測
- 準備校準實驗室:在校準實驗室中,使用高精度的熱像儀參考源,將參考源均勻排列,以便熱像儀進行測量。
- 執行校準:熱像儀依次指向每個參考源,并記錄每個溫度下的信號值。校準軟件捕獲這些信號值和參考源的溫度值,并用于繪制曲線。
- 數據分析:校準完成后,將熱像儀的數據載入校準軟件中進行分析,確定熱像儀的準確性和精度。
校準結果處理
- 判定:根據校準數據判定被測儀器,如所有校準項目均合格則出具檢測證書,如有不合格項目,要做好標注,出具檢測結果通知。
數據有精度,企業有未來!淮安熱像儀熱工計量檢測
工業鉑熱電阻的校準步驟
- 安裝與連接:將工業鉑熱電阻和標準鉑電阻溫度計放入恒溫槽的插口中,確保感溫元件處于恒溫槽的有效工作區域,且兩者的插入深度一致。
- 零點校準:將恒溫槽溫度設定為 0℃,開啟攪拌裝置,使恒溫槽內溫度均勻。待溫度穩定后,一般穩定時間不少于 15 分鐘,讀取標準鉑電阻溫度計和工業鉑熱電阻的電阻值。通過調整測量儀器的零點或工業鉑熱電阻的調整機構,使工業鉑熱電阻在 0℃時的電阻值符合標稱值,即 R0 值,對于 Pt100 型鉑熱電阻,R0 應為 100.00Ω。
- 多點校準:在工業鉑熱電阻的測量范圍內,均勻選取至少 3 個溫度點進行校準,如對于測量范圍為 - 50℃ - 150℃的鉑熱電阻,可選取 - 25℃、50℃、100℃三個溫度點。
- 偏差計算:根據各校準點的測量數據,計算工業鉑熱電阻在各點的溫度偏差。首先根據工業鉑熱電阻的電阻值,通過其分度公式或分度表計算出對應的溫度值,然后與標準溫度值相減,得到溫度偏差。
- 重復性測試:對每個校準點進行多次測量,一般不少于 3 次,計算每次測量的溫度偏差,觀察偏差的變化情況。重復性應滿足相關標準要求,通常要求重復性誤差不超過其允許誤差的 1/3。
- 浦東新區溫度開關熱工計量檢測 2025-05-15
- 金山區流量計力學計量校準公司 2025-05-15
- 宿遷液壓扳手和拉伸器標定 2025-05-15
- 溫州玻璃液體溫度計熱工計量校準公司 2025-05-15
- 臺州熱敏電阻測溫儀熱工計量校準公司 2025-05-15
- 安徽液壓扳手和拉伸器 2025-05-15
- 金華PRIMO 液壓扳手和拉伸器溯源 2025-05-15
- 麗水巨邦液壓扳手和拉伸器溯源 2025-05-15
- 巨邦液壓扳手和拉伸器溯源 2025-05-15
- 無錫普銳馬液壓扳手和拉伸器校準 2025-05-15
- 黃浦水油煙機清洗費用 2025-05-15
- 眉山響水六坊在哪兒 2025-05-15
- 南京商場展示柜哪家好 2025-05-15
- 南通人力資源系統價格 2025-05-15
- 常州專業人才培養體系 2025-05-15
- 基因表達檢測實驗服務 2025-05-15
- 花溪區技校好處 2025-05-15
- 蘇州游戲軟件開發包括 2025-05-15
- 中山鹽焗雞燒臘培訓方法 2025-05-15
- 本地電力施工聯系方式 2025-05-15