徐匯區機器人彎管機設計
數控彎管機的柔性生產能力在多品種小批量制造中展現出明顯優勢,其快換模系統可實現 “一鍵式” 模具切換。設備的模具安裝面采用定位銷與燕尾槽雙重定位結構,配合電動拉緊裝置,操作人員無需使用工具即可在 5 分鐘內完成不同彎曲半徑模具的更換。某軌道交通配件廠引入該設備后,實現了從地鐵扶手管到高鐵制動管的 20 余種規格產品的混線生產,單日換型次數達 12 次,且換型后首件合格率保持在 95% 以上。設備還支持 U 盤導入加工程序,通過掃描管材上的二維碼自動調用對應參數,使小批量訂單的生產準備時間縮短 70%,有效響應了軌道交通行業多品種、短交期的需求。自動送料裝置配合編碼器定位,確保每根管材的加工長度精度達 ±1mm。徐匯區機器人彎管機設計
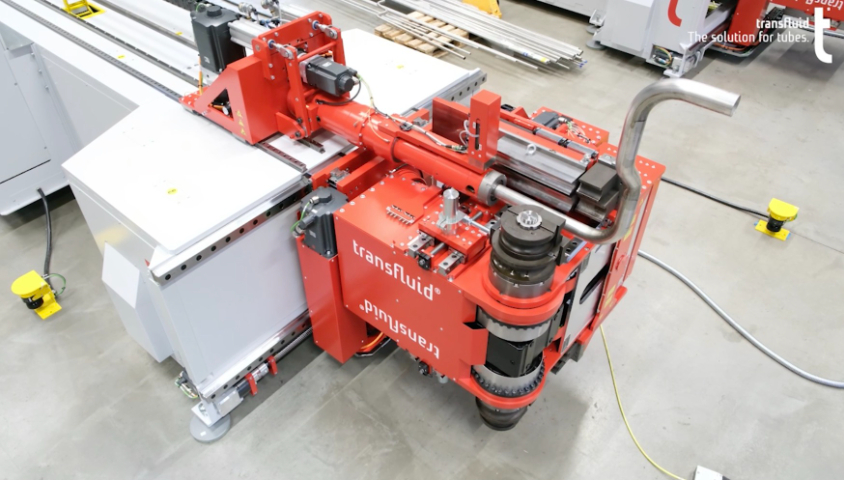
針對強度高及特殊材質管材,數控彎管機通過工藝創新突破加工瓶頸。加工抗拉強度≥1200MPa 的超高強鋼液壓管時,設備采用分步彎曲工藝,將 90° 彎曲分解為 3 次 30° 漸進彎曲,配合脈沖式潤滑系統,使管材表面粗糙度 Ra≤1.6μm。在碳纖維復合材料管件加工中,設備采用 - 30℃低溫模具與滾壓彎曲技術,通過降低材料脆性斷裂風險,使某無人機導管的彎曲合格率從 55% 提升至 92%。而對于銅鋁異種金屬復合管,設備通過調整彎曲速度梯度(銅側 0.5mm/s、鋁側 0.8mm/s),避免了兩種金屬因塑性差異產生的界面剝離,滿足了新能源汽車熱管理系統的特殊需求。上海自動彎管機公司該設備推動彎管加工從 “經驗驅動” 轉向 “數字驅動”,提升行業標準化水平。

智能模具管理系統為數控彎管機的高效運行提供了底層支撐,通過物聯網技術實現模具全生命周期管控。模具內置的 RFID 芯片存儲了使用次數、磨損數據等信息,當某汽車配件廠的彎曲模具使用達 8000 次時,系統自動推送更換預警,使模具壽命利用率提升 25%。溫度傳感器實時監測模具工作溫度,當鋁合金管彎曲導致模具溫升超過 60℃時,冷卻系統自動啟動,避免因模具過熱造成管材表面劃傷。可視化模具庫管理系統還能根據生產計劃自動推薦匹配模具,將模具準備時間從 20 分鐘縮短至 5 分鐘,適應多品種小批量的生產需求。
全自動彎管機的人機協作設計重新定義了工業生產中的人機關系,既保留人工決策靈活性又發揮設備自動化優勢。操作人員可通過手勢識別模塊在設備運行中實時調整彎曲參數,例如在發現管材表面出現輕微劃痕時,只需手勢滑動即可降低彎曲速度,系統會同步生成工藝調整記錄。這種 “人工干預 + 自動執行” 的模式在小批量定制生產中尤為高效 —— 某衛浴企業使用配備 AR 輔助系統的彎管機,設計師可直接在虛擬模型中標注彎曲弧度,設備自動生成加工參數,使衛浴彎管的打樣周期從 3 天縮短至 4 小時,同時保持 99% 的設計還原度。?搭載激光測距裝置,實時監測管材彎曲狀態,動態調整工藝參數。
數控彎管機的重要技術體系構建了高精度加工的底層邏輯,其數控系統通過多軸聯動控制算法實現管材彎曲的毫米級精度把控。設備采用雙伺服電機驅動方案,送料軸與彎曲軸的位置反饋分辨率達 0.001mm,配合光柵尺閉環檢測,可將 DN50 碳鋼鋼管的彎曲角度誤差控制在 ±0.3° 以內。某工程機械廠使用配備雷尼紹激光干涉儀的數控彎管機,加工的液壓油管在 150MPa 壓力測試中無泄漏現象,這得益于設備對彎曲回彈量的動態補償技術 —— 系統會根據實時采集的管材應變數據,自動修正下一次彎曲的角度參數,使復雜管件的一次性合格率提升至 97% 以上。內置防皺模設計,有效解決薄壁管材彎曲時的表面褶皺問題,提升成品合格率。徐匯區機器人彎管機設計
石油化工管道安裝前,數控彎管機按設計圖紙加工彎頭,確保管道布局合規。徐匯區機器人彎管機設計
全自動彎管機的維護便利性是工業生產持續穩定運行的重要保障。設備采用模塊化設計,將數控系統、驅動裝置與機械結構分區布置,當某一模塊出現故障時,操作人員可快速定位并更換標準化組件,減少停機檢修時間。例如伺服電機的接線端子采用防呆式設計,配合設備自帶的故障診斷系統,能通過屏幕提示具體報錯位置,即使非專業維修人員也可完成基礎部件的更換。定期維護時,集中潤滑系統會自動對導軌、軸承等關鍵部位供油,避免人工遺漏導致的部件磨損,這種設計讓設備的年均故障率降低至 5% 以下,明顯提升了生產系統的可靠性。?徐匯區機器人彎管機設計
- 奉賢區機器人彎管機廠家 2025-06-04
- 杭州特馬彎管機設計 2025-06-04
- 松江區數控彎管機定制 2025-06-04
- 虹口區彎管機價格 2025-06-04
- 嘉定區Transfluid彎管機價格 2025-06-04
- 南京自動彎管機報價 2025-06-04
- 虹口區特馬液壓彎管機 2025-06-04
- 上海數控彎管機 2025-06-04
- 蘇州全斯福彎管機售后 2025-06-04
- 松江區特馬彎管機 2025-06-04
- 山西動態錯流旋轉陶瓷膜生產廠家 2025-06-04
- 工業龍門加工常用知識 2025-06-04
- 上海水泥裝車機收塵移動通風槽改造 2025-06-04
- 玻璃鋼風機37千瓦多少錢 2025-06-04
- 浙江圓盤式雙面數控研磨機 2025-06-04
- 臨沂哪里有金屬打包機價格 2025-06-04
- 合川區直銷磁混凝銷售公司 2025-06-04
- 國產醫用顯微鏡廠價 2025-06-04
- 江蘇螺旋無油壓縮機價格 2025-06-04
- 廣州定制點鉆機器人 2025-06-04