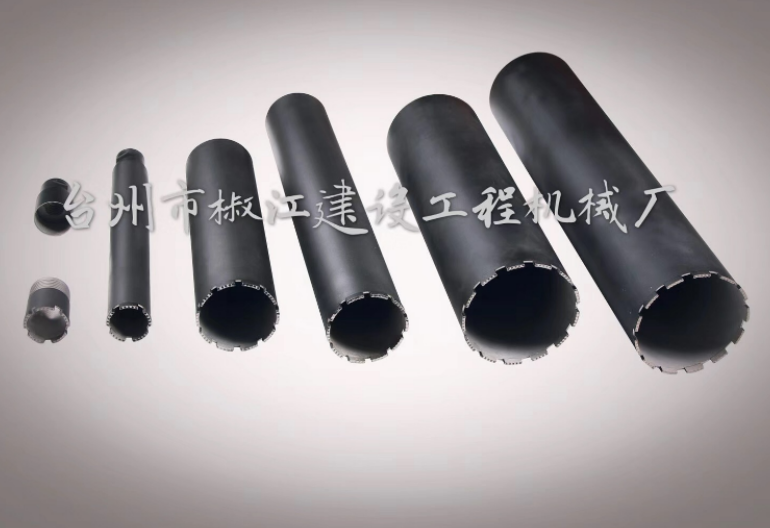
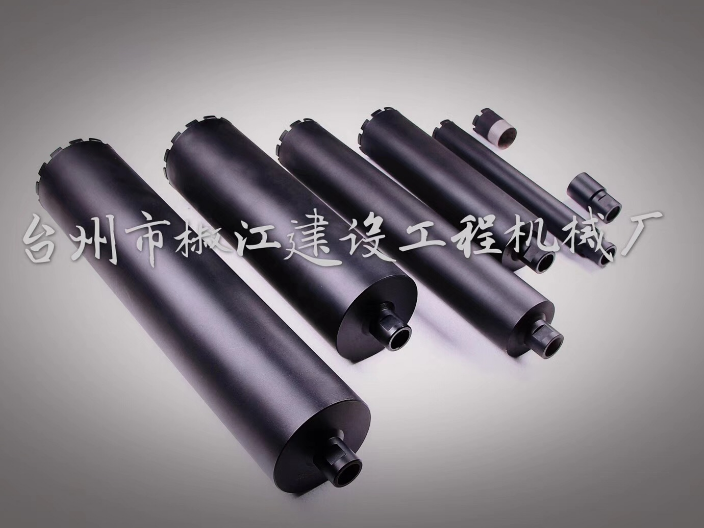
安徽取芯鉆頭哪家優惠
硬質合金鉆頭用于鉆削更復雜的材料。可選擇切削速度快的高性能合金刀片和特殊硬質合金鉆頭,減少刀具崩刃,保持良好的耐磨性。多層幾何切削刃可提高排水性能并保持較小的切削阻力。除常用的直角手柄外,還有多種手柄類型,適用于各種鉆機。讓我們來看看合金成型工具制造商在選擇硬質合金時需要考慮的因素鉆頭。1.在選擇硬質合金鉆頭的加工精度時,首先要考慮硬質合金鉆頭鉆孔的尺寸精度要求。2.加工穩定性在選擇合金鉸刀鉆頭時,除了對硬質合金鉆頭的鉆孔精度要求外,還應考慮加工機床的穩定性。機床的穩定性對硬質合金鉆頭的安全壽命和鉆孔精度至關重要。因此,有必要仔細檢查機床主軸、夾具及附件的工作狀態。排屑和冷卻液是鉆孔中不可忽視的問題。事實上,在鉆孔過程中遇到的許多問題都是排屑不良,這是不可避免的。機加工車間經常使用外部冷卻液噴射作為排屑的輔助手段,但這種方法較在孔深小于孔徑技術和降低切削參數時才有效。合金的低溫處理鉆頭:它將硬度較低的奧氏體轉變為更硬、更穩定、耐磨和耐熱的馬氏體臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,歡迎您的來電哦!安徽取芯鉆頭哪家優惠

群鉆再外直刃上刃磨出月牙槽,從而使分屑更細,排屑更流暢。鉆孔時產生的環行筋,有利于鉆頭定心,保證鉆孔“光”和“圓”。其鉆矩降低30%左右,所以它可以用較大的進給量鉆孔。外刃鋒角135°,內刃鋒角120°,鉆尖高0.06d,使它同時具備優良的鉆薄板性能。由于切削阻力小,定心準、穩,所以特別適合在手電鉆上使用。麻花鉆對于機械加工來說,它是一種常用的鉆孔工具。結構雖然簡單,但要把它真正刃磨好,也不是一件輕松的事。關鍵在于掌握好刃磨的方法和技巧,方法掌握了,問題就會迎刃而解。我這里介紹一下對麻花鉆的手工刃磨技巧。麻花鉆的頂角一般是118°,也可把它當作120°來看待。廣東三角鉆頭哪家靠譜臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,歡迎新老客戶來電!
切削刃使用的是金剛石材料的鉆進刀具就是金剛石鉆頭,金剛石鉆頭的主要優勢在于能夠適應研磨性較高、地質較硬的地層,切割性能也比較優良。在高速鉆探方面具有非常明顯的優勢。聚晶金剛石復合片鉆頭主要有四個組成部分,即金剛石復合片、噴嘴、胎體以及鉆頭體;普通金剛石鉆頭主要有四個組成部分,即金剛石顆粒、噴嘴、胎體以及鉆頭體。因為金剛石鉆頭的切割性能比較優良,因此在選擇金剛石鉆頭當做石油鉆井工具時,能夠高速鉆探,也能夠在一定程度上擴大鉆深。
鉆頭種類A.依構造分類(1)整體式鉆頭:鉆頂、鉆身、鉆柄由同一材料整體制造而成。依用途分類(1)中心鉆頭:一般用于鉆孔前打中心點用,前端錐面有60°、75°、90°等,車床作業時為了用尾座支,持應該用60°中心鉆與車床尾座頂心60°相配合。(2)麻花鉆頭:為工業制造上使用較普遍的一種鉆頭,我們一般使用的就是麻花鉆頭。(3)超硬鉆頭:鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工。(4)油孔鉆頭:鉆身有兩道小孔,切削劑經此小孔到達切刃部份,以帶走熱量及切屑,使用此鉆頭一般工作物旋轉,而鉆頭靜止。(5)深孔鉆頭:較早用于*管及石包管之鉆孔加工,又稱為*管鉆頭。深孔鉆頭為一直槽型,在一圓管中切除四分之一強的部份以產生刃口排屑。(6)鉆頭鉸刀:為了大量生產之需要,其前端為鉆頭,后端為鉸刀,鉆頭直徑與鉸刀直徑只差鉸孔之裕留量,也有鉆頭于螺攻絲混合使用,故又稱為混合鉆頭。(7)錐度鉆頭:當加工模具進料口時,可使用錐度鉆頭。(8)圓柱孔鉆頭:我們稱其為沉頭銑刀,此種鉆頭前端有一直徑較小之部分稱為道桿。(9)圓錐孔鉆頭:為鉆削圓錐孔之用,其前端角度有90°、60°等各種,我們使用的倒角刀就是圓錐孔鉆頭的一種。購買鉆頭,就選臺州市椒江建設工程機械廠,用戶的信賴之選,歡迎您的來電!
三尖七刃銳當先、月牙弧槽分兩邊,側外刃再開槽,橫刃磨低、窄又尖。群鉆優于其它鉆頭的原因:標準麻花鉆60%的軸向阻力來自橫刃,因橫刃前角達-60°左右。“群鉆”把麻花鉆橫刃磨去80%~90%,并形成兩條內刃,內刃前角由-60°加大為0°~-10°,從而使軸向阻力減少50%左右,進給感覺特別輕快。群鉆再外直刃上刃磨出月牙槽,從而使分屑更細,排屑更流暢。鉆孔時產生的環行筋,有利于鉆頭定心,保證鉆孔“光”和“圓”。其鉆矩降低30%左右,所以它可以用較大的進給量鉆孔。外刃鋒角135°,內刃鋒角120°,鉆尖高0.06d,使它同時具備優良的鉆薄板性能。由于切削阻力小,定心準、穩,所以特別適合在手電鉆上使用。臺州市椒江建設工程機械廠是一家生產銷售鉆頭,有想法的可以來電咨詢!廣東合金鉆頭
購買鉆頭,就選臺州市椒江建設工程機械廠,有想法可以來我司咨詢!安徽取芯鉆頭哪家優惠
前角對切削力的影響:前角的變化會影響切屑材料的變形程度,從而使切削力發生變化。切屑變形越大,切削力越大;切屑變形越小,切削力越小。當前角在0°~15°范圍內變化時,切削力修正系數的變化范圍為1.18~1。前角對鉆頭耐用度的影響:增大鉆頭前角時,會使刀尖強度和散熱體積減小,同時會影響刀尖受力情況。當前角為正值時,刀尖受拉應力;當前角為負值時,刀尖受壓應力。如選用的前角過大,雖可增加鉆頭鋒利度,減小切削力,但刀尖所受拉應力較大,刀尖強度降低,容易折斷。在切削試驗中許多鉆頭均因前角過大而損壞。但是,由于被加工材料硬度和強度較高,加之便攜式鉆機的主軸及整機剛性較低,如選用的前角過小,鉆孔時切削力的增大會使主軸產生振動,加工表面出現明顯振紋,鉆頭耐用度也會降低。安徽取芯鉆頭哪家優惠
- 鎢鋼鉆頭哪種好 2025-05-08
- 四川三角鉆頭怎么選 2025-05-08
- 廣東挖機鉆頭要多少錢 2025-05-08
- 河北沖擊鉆頭生產公司 2025-05-08
- 重慶大口徑擴孔鉆頭廠商有哪些 2025-05-07
- 上海深孔鉆頭公司 2025-05-07
- 四川大口徑擴孔鉆頭哪里有 2025-05-07
- 江蘇鑿巖鉆頭哪家有賣 2025-05-07
- 北京三角鉆頭批發廠家 2025-05-06
- 四川打孔鉆頭價位 2025-05-06
- 錫山區銷售金屬制品參考價 2025-05-09
- 杭州國磊數字板卡精選廠家 2025-05-09
- 寧德工業油霧凈化器 2025-05-09
- 金壇區銷售金屬材料質量推薦 2025-05-09
- 廣州立式雙面研磨機維修 2025-05-09
- 山東智能控制系統怎么樣 2025-05-09
- 穩定可靠動態DWS分揀設備供應商 2025-05-09
- 江蘇白色打包帶生產線供應商 2025-05-09
- 寧波數控機床軸承企業 2025-05-09
- 上海管道過濾設備生產廠家 2025-05-09