-
 江陰常見人造板銷售
江陰常見人造板銷售1、甲醛釋放量是人造板中較為重要的指標,消費者選購人造板時,應盡量選擇刺激性氣味較小,甲醛釋放量較低的板材。國家標準規定板材甲醛釋放量分為兩個等級:E1級可直接用于室內;E2級必須經過飾面處理后方可用于室內。所以消費者有選購時應注意廠家所明示的甲醛釋放量等級。2、好的人造板其外觀表面應光滑平整、表面無鼓泡分層,板面厚度均勻,無明顯翹曲現象,板邊的四周無缺損。3、正規的生產企業,在板上都會標明廠名、廠址、產品執行標準號、產品的等級和甲醛釋放量的等級等標識,消費者應盡量到信譽較好的建材超市去購買 [1]。公元前1世紀初,羅馬人已熟知單板制造技術與膠合板制造原理。江陰常見人造板銷售人造板,顧名思義,...
-
 江蘇附近人造板廠家現貨
江蘇附近人造板廠家現貨1、幅面大,結構性好,施工方便;2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;3、作為人造板原料的單板及各種碎料易于浸漬,因而可作各種功能性處理(如阻燃、防腐、抗縮、耐磨等);4、范圍較寬的厚度級及密度級適用性強;5、彎曲成型性能好。1、膠合板由蒸煮軟化的原木,旋切成大張薄片,然后將各張木纖維方向相互垂直放置,用耐水性好的合成樹脂膠粘結,再經加壓、干燥、鋸邊、表面修整而成的板材。其層數成奇數,一般為3-13層,分別稱三合板、五合板等。用來制作膠合板的樹種有椴木、樺木、水曲柳、櫸木、色木、柳桉木等。根據成型工藝不同,可分為濕法、干法、半干法纖維板;江蘇附近人造板廠家現貨人造板制造工藝...
-
新吳區質量人造板廠家直銷
細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,而且含水率不高,在10%—13%之間,加工簡便,用途**為***。細木工板比實木板材穩定性強,但怕潮濕,施工中應注意避免用在廚衛。細木工板的加工工藝分為機拼與手拼兩種。手工拼制是用人工將木條鑲入夾板中,木條受到的擠壓力較小,拼接不均勻,縫隙大,握釘力差,不能鋸切加工,只適宜做部分裝修的子項目,如做實木地板的墊層毛板等。而機拼的板材受到的擠壓力較大,縫隙極小,拼接平整,承重力均勻,長期使用,結構緊湊不易變形。木片經纖維分離后用于纖維板制造。新吳區質量人造板廠家直銷板式家具板式家具是以人造板為主要基材,是板件為基本結構的拆裝組合式家具,全部經...
-
錫山區怎樣人造板按需定制
3)按細木工板表面加工情況,分成三類:單面砂光細木工板、雙面砂光細木工板和不砂光細木工板。4)按使用環境分室內用細木工板:適用于室內使用的細木工板。室外用細木工板:可用于室外的細木工板。5)按層數分三層細木工板:在板芯的兩個大表面各粘貼一層單板制成的細木工板。五層細木工板:在板芯的兩個大表面上各粘貼兩層單板制成的細木工板。多層細木工板:在板芯的兩個大表面各粘貼兩層以上層數單板制成的細木工板。6)按用途分普通用細木工板。建筑用細木工板。 [1812年法國人發明了單板鋸切機。錫山區怎樣人造板按需定制板式家具常見的飾面材料有薄木(俗稱貼木皮)、木紋紙(俗稱貼紙)、PVC膠板、聚脂漆面(俗稱烤漆)等。...
-
常州國產人造板維修價格
1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。1931年瑞典發明阿斯普倫德法,次年在瑞典建立了***個用此法生產的硬質纖維板廠,至此纖維板制造工業就脫離了造紙業而成為**的工業門類。1935年法國用廢單板制成長條刨花,在鋪裝成型中使各層刨花垂直相交排列組成板坯,是刨花板中定向技術的先導1937年瑞士提出三層刨花結構的制造工藝。1941年在德國建立了***個裝備齊全的刨花板工廠,就使刨花板工業完成了它的技術準備階段。精確控制旋切單板的厚度誤差,可提高出材率2~3%。常州國產人造板維修價格板式家具板式家具是以人造板為主要基材,是板件為基本結構的拆裝組...
-
 常州特制人造板銷售廠家
常州特制人造板銷售廠家人造板制造工藝的演變,無疑受到這一認識的影響:刨花板、纖維板板坯層次由單層改變為3層及多層結構;板坯中刨花及纖維的排列也由隨機型趨向于定向型;而膠合板的相鄰層纖維方向互相垂直排列則改善了木材在自然生長條件下形成的各向異性缺點,提高了尺寸穩定性。加壓分預壓及熱壓。使用無墊板系統時必需使板坯經過預壓。它使板坯在推進熱壓機時不致損壞。熱壓工序是決定企業生產能力和產量的關鍵工序,人造板工業中常用的熱壓設備主要是多層熱壓機,此外,單層大幅面熱壓機和連續熱壓機也逐漸被采用。1844年以后,經過改進的旋切機在工業生產中正式使用。常州特制人造板銷售廠家C、細木工板內部的實木條為縱向拼接,故豎向的抗彎壓強度差,...
-
常州本地人造板貨源充足
木質材料在建筑、家具、包裝、鐵路等領域發揮著巨大的作用。在不可再生資源日益枯竭、人類社會正在走向可持續發展的***,木材以其特有的固碳、可再生、可自然降解、美觀和調節室內環境等天然屬性,以及強度-重量比高和加工能耗小等加工利用特性,將為社會的可持續發展做出***貢獻。與其他材料相比,木材具有多孔性、各向異性、濕脹干縮性、燃燒性和生物降解性等獨特性質,如何更好地利用這些特性和比較大限度地限制其副作用,是木材科學家和工程技術**長期努力解決的主要問題。林學家也積極參與木材科學研究,從樹木的遺傳學角度認識和改良木材的基本特性。木質材料主要分為木質板材、木質型材、木質線材、木質片材、竹制品等類別。因成...
-
 江蘇本地人造板維修價格
江蘇本地人造板維修價格材質不同,質量有異,大芯板根據材質的優劣及面材的質地分為“優等品”、“一等品”及“合格品”。也有企業將板材等級標為A級、雙A級和三A級,但是這只是企業行為,與國家標準不符,市場上已經不允許出現這種標注。大芯板的材種有許多種,如楊木、樺木、松木、泡桐等,其中以楊木、樺木為比較好,質地密實,木質不軟不硬,握釘力強,不易變形,而泡桐的質地很輕、較軟、吸收水分大,握釘力差,不易烘干,制成的板材在使用過程中,當水分蒸發后,板材易干裂變形。而松木質地堅硬,不易壓制,拼接結構不好,握釘力差,變形系數大。根據采用的膠合材料不同,可分為有有機膠合人造板、無機膠合人造板等。江蘇本地人造板維修價格3、木質人造板木質...
-
惠山區國產人造板銷售廠家
(1)細木工板的質量等級分為優等品、一等品和合格品。細木工板出廠前,應在每張板背右下角加蓋不褪色的油墨標記,表明產品的類別、等級、生產廠代號、檢驗員代號;類別標記應當標明室內、室外字樣。如果這些信息沒有或者不清晰,消費者就要注意了。(2)外觀觀察,挑選表面平整,節巴、起皮少的板材;觀察板面是否有起翹、彎曲,有無鼓包、凹陷等;觀察板材周邊有無補膠、補膩子現象。查看芯條排列是否均勻整齊,縫隙越小越好。板芯的寬度不能超過厚度的2.5倍,否則容易變形。主要包括膠合板、刨花(碎料)板和纖維板等三大類產品,其延伸產品和深加工產品達上百種。惠山區國產人造板銷售廠家7 0年代末期,歐美一些國家研究無膠膠合技術...
-
南京挑選人造板廠家供應
細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,而且含水率不高,在10%—13%之間,加工簡便,用途**為***。細木工板比實木板材穩定性強,但怕潮濕,施工中應注意避免用在廚衛。細木工板的加工工藝分為機拼與手拼兩種。手工拼制是用人工將木條鑲入夾板中,木條受到的擠壓力較小,拼接不均勻,縫隙大,握釘力差,不能鋸切加工,只適宜做部分裝修的子項目,如做實木地板的墊層毛板等。而機拼的板材受到的擠壓力較大,縫隙極小,拼接平整,承重力均勻,長期使用,結構緊湊不易變形。因成型時溫度和壓力不同,可以分為硬質、半硬質、軟質三種。南京挑選人造板廠家供應木質材料在建筑、家具、包裝、鐵路等領域發揮著巨大的作用。...
-
宜興常見人造板維修價格
甲醛釋放主要有兩個來源:一是板材本身在干燥時,因內部分解而產生甲醛。表現為板材在堆放和使用過程中,溫度、濕度、酸堿、光照等環境條件會使板內未完全固化的樹脂發生降解而釋放甲醛。其中木材密度越小,甲醛散發能力越強。二是用于板材基材粘接的膠粘劑產生了甲醛。表現在制膠、熱壓方面,其中制膠時尿素沒有和甲醛完全反應,使膠中含有一部分游離甲醛,游離甲醛的濃度高低與采用的摩爾比和制板工藝有關;板材熱壓過程中膠黏劑固化不徹底,膠中一部分不穩定結構(如醚鍵、羥甲基團、亞甲基)發生分解而釋放甲醛。人造板材中的甲醛釋放會隨著熱壓溫度和施膠量的變化而變化,將長期影響室內環境質量。板芯一般采用充分干燥的短小木條,板面采用...
-
徐州國產人造板維修價格
人造板制造工藝的演變,無疑受到這一認識的影響:刨花板、纖維板板坯層次由單層改變為3層及多層結構;板坯中刨花及纖維的排列也由隨機型趨向于定向型;而膠合板的相鄰層纖維方向互相垂直排列則改善了木材在自然生長條件下形成的各向異性缺點,提高了尺寸穩定性。加壓分預壓及熱壓。使用無墊板系統時必需使板坯經過預壓。它使板坯在推進熱壓機時不致損壞。熱壓工序是決定企業生產能力和產量的關鍵工序,人造板工業中常用的熱壓設備主要是多層熱壓機,此外,單層大幅面熱壓機和連續熱壓機也逐漸被采用。1812年法國人發明了單板鋸切機。徐州國產人造板維修價格木材由裸子植物和被子植物的樹木產生,具有豐富的生物多樣性。樹木生長是一個復雜而...
-
 江陰特制人造板工廠直銷
江陰特制人造板工廠直銷3)按細木工板表面加工情況,分成三類:單面砂光細木工板、雙面砂光細木工板和不砂光細木工板。4)按使用環境分室內用細木工板:適用于室內使用的細木工板。室外用細木工板:可用于室外的細木工板。5)按層數分三層細木工板:在板芯的兩個大表面各粘貼一層單板制成的細木工板。五層細木工板:在板芯的兩個大表面上各粘貼兩層單板制成的細木工板。多層細木工板:在板芯的兩個大表面各粘貼兩層以上層數單板制成的細木工板。6)按用途分普通用細木工板。建筑用細木工板。 [人造板的新品種日益增多,其分類方法也隨之不斷變化。江陰特制人造板工廠直銷外表層中含膠量較高,可增加握釘力、防潮、砂光處理,由刨花板加工過程運用膠料及一定溶劑,...
-
惠山區挑選人造板廠家供應
干燥包括單板干燥、刨花干燥、干法纖維板工藝中的纖維干燥,及濕法纖維板的熱處理。干燥的工藝和過程控制與成材干燥有所不同。成材干燥的過程控制是以干燥介質的相對濕度為準,必須注意防止干燥應力的產生;而人造板所用片狀、粒狀材料的干燥則是在相對高溫、高速和連續化條件下進行的,加熱階段終了立即轉入減速干燥階段。單板及刨花等材料薄,表面積大,干燥應力的影響甚小或者不存在。加之在切削過程中木材組織發生不同程度的松弛,水分擴散阻力小,木材內部水分擴散規律對單板、刨花等就失去意義。纖維形態對纖維板的強度同樣有密切關系。惠山區挑選人造板廠家供應2、裝飾薄木裝飾薄木基材一般為花紋美觀、質地優良的珍貴樹種,而且生產要求...
-
蘇州常見人造板貨源充足
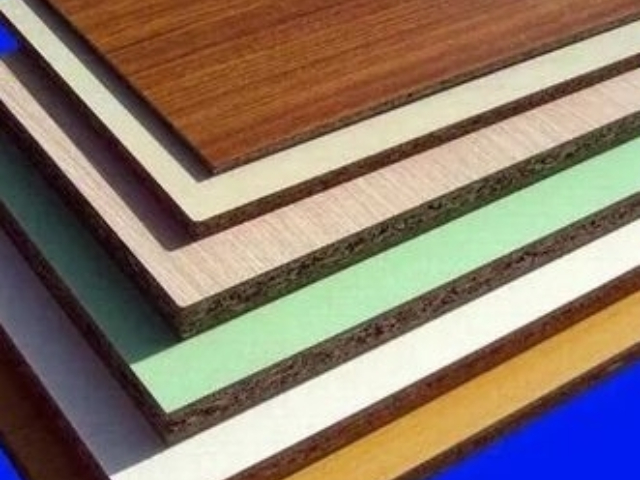
2、纖維板是將樹皮、刨花、樹枝等廢料經破碎、浸泡、研磨成木漿,再經加壓成型、干燥處理而制成的板材。因成型時溫度和壓力不同,可以分為硬質、半硬質、軟質三種。3、刨花板是利用施加或未施加膠料的木刨花或木纖維料壓制成的板材。刨花板密度小、材質均勻,但易吸濕、強度低。4、細木工板利用木材加工過程中產生的邊角廢料,經整形、刨光施膠、拼接、貼面而成的一種人造板材。板芯一般采用充分干燥的短小木條,板面采用單層薄木或膠合板。細木工板不僅是一種綜合利用木材的有效措施,而且得到的板材構造均勻、尺寸穩定、幅面較大、厚度較大。除作表面裝飾外,亦可兼做構造材料。人造板還可提高木材的綜合利用率,1立方米人造板可代替3~5...
-
江陰常見人造板銷售廠家
切削加工原材料處理和產品**終加工,都要應用切削工藝,如單板的旋切、刨切,木片、刨花的切削,纖維的研磨分離,以及**終加工中的鋸截、砂磨等。將木材切削成不同形狀的單元,按一定方式重新組合為各種板材,可以改善木材的某些性質,如各向異性、不均質性、濕脹及干縮性等。大單元組成的板材力學強度較高,小單元組成的板材均質性較好。精確控制旋切單板的厚度誤差,可提高出材率2~3%。切削出的刨花形態影響刨花板的全部物理力學性能;纖維形態對纖維板的強度同樣有密切關系。板材**終的鋸切、磨削等也影響產品的規格質量。這樣可使木材利用率較傳統利用方式提高20~25%。江陰常見人造板銷售廠家(3)用手觸摸,展開手掌,輕輕...
-
常州附近人造板銷售
刨花板工廠多用單層熱壓機,中密度纖維板制造中使用單層壓機就可以實現高頻和蒸氣聯合使用的復式加熱,有利于縮短加壓周期和改善產品斷面密度的均勻性。**終加工板材從熱壓機卸出后,經過冷卻和含水率平衡階段,即進行鋸邊、砂光,硬質纖維板需經熱處理及調濕處理。過去板材鋸邊都是冷態鋸切,也用熱態鋸切法,但決不能采用熱態砂光方法,熱砂會損壞成品表面質量。根據使用要求,有些板材還需進行浸漬、油漆、復面、封邊等特殊處理。根據加壓方式不同,可分為平壓、擠壓、輥壓刨花板等;常州附近人造板銷售3、木質人造板木質人造板是裝飾裝修中大量應用的基本材料,也是裝飾人造板采用**多的板材。它們是木材、竹材、植物纖維等材料經不同加...
-
徐州國產人造板按需定制
1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。1931年瑞典發明阿斯普倫德法,次年在瑞典建立了***個用此法生產的硬質纖維板廠,至此纖維板制造工業就脫離了造紙業而成為**的工業門類。1935年法國用廢單板制成長條刨花,在鋪裝成型中使各層刨花垂直相交排列組成板坯,是刨花板中定向技術的先導1937年瑞士提出三層刨花結構的制造工藝。1941年在德國建立了***個裝備齊全的刨花板工廠,就使刨花板工業完成了它的技術準備階段。纖維形態對纖維板的強度同樣有密切關系。徐州國產人造板按需定制(1)細木工板的質量等級分為優等品、一等品和合格品。細木工板出廠前,應在每...
-
惠山區質量人造板維修價格
2、纖維板是將樹皮、刨花、樹枝等廢料經破碎、浸泡、研磨成木漿,再經加壓成型、干燥處理而制成的板材。因成型時溫度和壓力不同,可以分為硬質、半硬質、軟質三種。3、刨花板是利用施加或未施加膠料的木刨花或木纖維料壓制成的板材。刨花板密度小、材質均勻,但易吸濕、強度低。4、細木工板利用木材加工過程中產生的邊角廢料,經整形、刨光施膠、拼接、貼面而成的一種人造板材。板芯一般采用充分干燥的短小木條,板面采用單層薄木或膠合板。細木工板不僅是一種綜合利用木材的有效措施,而且得到的板材構造均勻、尺寸穩定、幅面較大、厚度較大。除作表面裝飾外,亦可兼做構造材料。1914年美國用磨木漿下腳料生產絕緣板,并建成絕緣纖維板工...
-
濱湖區特制人造板廠家直銷
由于在細木工板生產過程中,一般會使用甲醛基膠粘劑,因此其成品會或多或少地釋放游離甲醛,當游離甲醛含量超過一定限制時,會影響人體健康。檢測細木工板的甲醛釋放量是一個復雜過程,通過以下方法簡單初步地判斷細木工板的甲醛釋放量。首先,將未使用的細木工板堆放在一間小屋內,關閉門窗,待存放一段時間后入室觀察。若無刺鼻子氣味則表明細木工板的甲醛釋放量少,使用不會影響人體健康;若氣味較大或有流淚感覺時,說明細木工板的甲醛釋放量可能較高。根據用途性質不同,可分為室外用膠合板、室內用膠合板、結構用膠合板、裝飾用膠合板等;濱湖區特制人造板廠家直銷人造板,顧名思義,就是利用木材在加工過程中產生的邊角廢料,添加化工膠粘...
-
江陰常見人造板廠家現貨
細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。尤其是國家強制實行裝飾裝修有害物質限量達標之后,用于大芯板的膠粘劑必須進行改進,*此一項成本就增加不少,而且原材料價格還在不斷提升。因此,由于成本的限制,市場上售價低于八十元的細木工板一定不要購買。盲目追求便宜,會給人體的健康帶來危害。不少商家為了謀取利潤,以各種手法蒙騙消費者,因此在選購時,應注意以下幾點:1898年英國首先在圓網造紙機上制造成半硬質纖維板。江陰常見人造板廠家現貨3、木質人造板木質人造板是裝飾裝修中大量應用的基本材料,也是裝飾人造板采用**多的板材。它們是...
-
徐州挑選人造板工廠直銷
木質材料在建筑、家具、包裝、鐵路等領域發揮著巨大的作用。在不可再生資源日益枯竭、人類社會正在走向可持續發展的***,木材以其特有的固碳、可再生、可自然降解、美觀和調節室內環境等天然屬性,以及強度-重量比高和加工能耗小等加工利用特性,將為社會的可持續發展做出***貢獻。與其他材料相比,木材具有多孔性、各向異性、濕脹干縮性、燃燒性和生物降解性等獨特性質,如何更好地利用這些特性和比較大限度地限制其副作用,是木材科學家和工程技術**長期努力解決的主要問題。林學家也積極參與木材科學研究,從樹木的遺傳學角度認識和改良木材的基本特性。木質材料主要分為木質板材、木質型材、木質線材、木質片材、竹制品等類別。板材...
-
蘇州特制人造板廠家供應
3)按細木工板表面加工情況,分成三類:單面砂光細木工板、雙面砂光細木工板和不砂光細木工板。4)按使用環境分室內用細木工板:適用于室內使用的細木工板。室外用細木工板:可用于室外的細木工板。5)按層數分三層細木工板:在板芯的兩個大表面各粘貼一層單板制成的細木工板。五層細木工板:在板芯的兩個大表面上各粘貼兩層單板制成的細木工板。多層細木工板:在板芯的兩個大表面各粘貼兩層以上層數單板制成的細木工板。6)按用途分普通用細木工板。建筑用細木工板。 [包括單板干燥、刨花干燥、干法纖維板工藝中的纖維干燥,及濕法纖維板的熱處理。蘇州特制人造板廠家供應3.膠合強度。膠合性能主要有三個工藝參數,即時間、溫度、壓力。...
-
梁溪區特制人造板廠家直銷
3、木質人造板木質人造板是裝飾裝修中大量應用的基本材料,也是裝飾人造板采用**多的板材。它們是木材、竹材、植物纖維等材料經不同加工制成的纖維、刨花、碎料、單板、薄片、木條等基本單元經干燥、施膠、鋪裝、熱壓等工序制成的一大類板材。這類板材品種很多,包括膠合板、軟質纖維板、硬質纖維板、中密度纖維板、普通刨花板、定向刨花板、微粒板、實心細木工板、空心細木工板、集成材、指接材、層積材等等,大多采用木材采伐剩余物、加工剩余物、間伐材、速生工業用材或非木材植物如竹材、蔗渣、棉稈、麻稈、稻草、麥秸、高梁稈、玉米稈、葵花稈、稻殼等作主要原料,資源***,成本低廉,是建筑和裝飾裝修應當大力發展的材料。木片經纖維...
-
錫山區國產人造板按需定制
1、幅面大,結構性好,施工方便;2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;3、作為人造板原料的單板及各種碎料易于浸漬,因而可作各種功能性處理(如阻燃、防腐、抗縮、耐磨等);4、范圍較寬的厚度級及密度級適用性強;5、彎曲成型性能好。1、膠合板由蒸煮軟化的原木,旋切成大張薄片,然后將各張木纖維方向相互垂直放置,用耐水性好的合成樹脂膠粘結,再經加壓、干燥、鋸邊、表面修整而成的板材。其層數成奇數,一般為3-13層,分別稱三合板、五合板等。用來制作膠合板的樹種有椴木、樺木、水曲柳、櫸木、色木、柳桉木等。干燥的熱源,大都是用蒸氣或燃燒氣體。錫山區國產人造板按需定制隨著建筑裝飾和家具業的快速...
-
濱湖區本地人造板廠家現貨
細木工板是指在膠合板生產基礎上,以木板條拼接或空心板作芯板,兩面覆蓋兩層或多層膠合板,經膠壓制成的一種特殊膠合板。細木工板的特點主要由芯板結構決定。被廣泛應用于家具制造、縫紉機臺板、車廂、船舶等的生產和建筑業等。1)按板芯結構分實心細木工板:以實體板芯制成的細木工板。空心細木工板:以方格板芯制成的細木工板。2)按板芯接拼狀況分膠拼板芯細木工板:用膠粘劑將芯條膠粘組合成板芯制成的細木工板。不膠拼板芯細木工板:不用膠粘劑將芯條組合成板芯制成的細木工板。造板的誕生,標志著木材加工現代化時期的開始。濱湖區本地人造板廠家現貨切削加工原材料處理和產品**終加工,都要應用切削工藝,如單板的旋切、刨切,木片、...
-
新吳區怎樣人造板廠家供應
細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,而且含水率不高,在10%—13%之間,加工簡便,用途**為***。細木工板比實木板材穩定性強,但怕潮濕,施工中應注意避免用在廚衛。細木工板的加工工藝分為機拼與手拼兩種。手工拼制是用人工將木條鑲入夾板中,木條受到的擠壓力較小,拼接不均勻,縫隙大,握釘力差,不能鋸切加工,只適宜做部分裝修的子項目,如做實木地板的墊層毛板等。而機拼的板材受到的擠壓力較大,縫隙極小,拼接平整,承重力均勻,長期使用,結構緊湊不易變形。1898年英國首先在圓網造紙機上制造成半硬質纖維板。新吳區怎樣人造板廠家供應1、幅面大,結構性好,施工方便;2、膨脹收縮率低,尺寸穩定...
-
濱湖區怎樣人造板廠家現貨
1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。1931年瑞典發明阿斯普倫德法,次年在瑞典建立了***個用此法生產的硬質纖維板廠,至此纖維板制造工業就脫離了造紙業而成為**的工業門類。1935年法國用廢單板制成長條刨花,在鋪裝成型中使各層刨花垂直相交排列組成板坯,是刨花板中定向技術的先導1937年瑞士提出三層刨花結構的制造工藝。1941年在德國建立了***個裝備齊全的刨花板工廠,就使刨花板工業完成了它的技術準備階段。干燥的熱源,大都是用蒸氣或燃燒氣體。濱湖區怎樣人造板廠家現貨人造板行業在發展的同時也存在產品結構不合理,產品技術含量較低;企業管理水平...
-
新吳區常見人造板廠家供應
干燥的熱源,大都是用蒸氣或燃燒氣體。紅外線干燥能量消耗太大,每蒸發1千克水需要5500~18000千焦;而蒸氣干燥*需4200~5000千焦。高頻干燥優點是**物料含水率高時的干燥速度快、終含水率均勻,但干燥成本過高。若與蒸氣聯合使用實現復式加熱則有利的。真空干燥不僅費用大,生產效率也低。當以蒸氣為熱源時,每蒸發1千克水分,單板干燥需1.75~2千克蒸氣,刨花干燥需1.8千克左右的蒸氣,軟質纖維板坯干燥需1.6~1.8千克蒸氣。施膠包括單板涂膠、刨花及纖維施膠。單板涂膠在歐洲仍沿用傳統的滾筒涂膠,美國自70年代起許多膠合板廠已改用淋膠。中國膠合板廠也用滾筒涂膠。淋膠方法適宜于整張化中板和自動化...
-
江陰本地人造板工廠直銷
2、纖維板是將樹皮、刨花、樹枝等廢料經破碎、浸泡、研磨成木漿,再經加壓成型、干燥處理而制成的板材。因成型時溫度和壓力不同,可以分為硬質、半硬質、軟質三種。3、刨花板是利用施加或未施加膠料的木刨花或木纖維料壓制成的板材。刨花板密度小、材質均勻,但易吸濕、強度低。4、細木工板利用木材加工過程中產生的邊角廢料,經整形、刨光施膠、拼接、貼面而成的一種人造板材。板芯一般采用充分干燥的短小木條,板面采用單層薄木或膠合板。細木工板不僅是一種綜合利用木材的有效措施,而且得到的板材構造均勻、尺寸穩定、幅面較大、厚度較大。除作表面裝飾外,亦可兼做構造材料。造板的誕生,標志著木材加工現代化時期的開始。江陰本地人造板...