-
 智能自動化包裝機維修
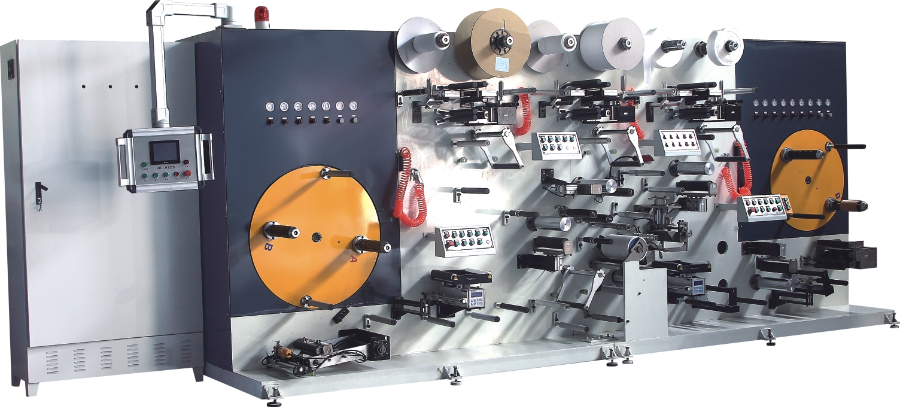
智能自動化包裝機維修單機頭立式纏繞包裝機通過機械傳動、膜材輸送和智能控制的協同作用,實現對貨物的自動化纏繞包裝。單機頭立式纏繞包裝機通過轉盤旋轉+膜架升降的協同運動,結合PLC智能控制和預拉伸技術,實現了高效、穩定的自動化包裝。其**優勢在于:效率提升:包裝速度是人工的4-8倍。...
2025-05-26 -
 莆田智能自動化包裝機性能
莆田智能自動化包裝機性能單機頭立式纏繞包裝機工作原理框架,機械結構與運動協同轉盤旋轉:貨物放置于轉盤上,通過電機驅動實現勻速或變速旋轉(轉速范圍通常為0-12rpm)。膜架升降:膜架沿立柱垂直移動,與轉盤旋轉同步完成螺旋式纏繞(升降速度0-8m/min)。預拉伸系統:膜材通過預拉伸輥...
2025-05-26 -
 金華工業高速分切機售后服務
金華工業高速分切機售后服務自動報警系統能夠實時監測環境中的各種參數和事件,確保及時發現潛在危險或緊急情況。一旦檢測到危險或緊急情況,系統能夠迅速觸發報警并通知相關人員,以便及時采取應急措施。現代自動報警系統通常具備智能化管理功能,如故障自診斷、遠程監控、數據分析等,提高了系統的可靠性和...
2025-05-26 -
 威海什么自動化集成設備技術指導
威海什么自動化集成設備技術指導智能四向穿梭車可以與倉庫管理系統(WMS)無縫對接,接收并執行系統的任務調度指令,實現貨物的自動化存取和搬運。智能調度和控制:系統具備智能化的調度和控制功能,能夠根據實際需求自動調整和優化作業流程,提高倉庫作業的整體效率。減少人力成本:通過自動化的穿梭車作業,...
2025-05-25 -
 泉州多功能自動化集成設備工廠直銷
泉州多功能自動化集成設備工廠直銷滾筒輸送機作為一種常見的物料輸送設備,易于維護:滾筒輸送機的結構簡單,部件易于拆卸和更換。日常維護方便,只需定期檢查滾筒、軸承等部件的磨損情況,并進行必要的清潔和潤滑。節能高效:滾筒輸送機采用滾動摩擦代替滑動摩擦,減少了能量損失,提高了輸送效率。可以根據實際輸...
2025-05-25 -
 淮北智能自動化包裝機編號
淮北智能自動化包裝機編號全自動臥式包裝機是一種高效、自動化的包裝設備,廣泛應用于食品、醫藥、日化、五金等多個行業。其通過臥式結構設計,實現了物品的自動輸送、計量、填充、封口和輸出,大幅提高了生產效率和包裝質量。全自動臥式包裝機的工作原理,物料輸送物料通過振動盤、螺旋輸送器或皮帶輸送機...
2025-05-25 -
 忻州智能自動化包裝機采購信息
忻州智能自動化包裝機采購信息單機頭立式纏繞包裝機通過機械傳動、膜材輸送和智能控制的協同作用,實現對貨物的自動化纏繞包裝。單機頭立式纏繞包裝機通過轉盤旋轉+膜架升降的協同運動,結合PLC智能控制和預拉伸技術,實現了高效、穩定的自動化包裝。其**優勢在于:效率提升:包裝速度是人工的4-8倍。...
2025-05-25 -
 自動化智能自動化包裝機技術指導
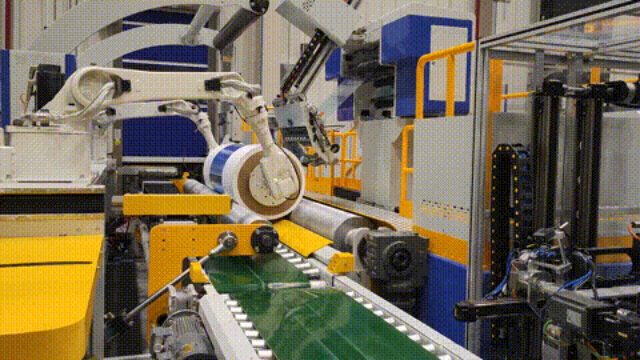
自動化智能自動化包裝機技術指導自動抓取紙皮機構是一種通過集成視覺識別、機械臂、控制系統等技術,實現紙皮自動抓取、搬運和放置的機器人設備,應用優勢,提高生產效率:能夠快速、準確地對紙皮進行抓取和搬運,減少人工操作的時間和勞動強度,提高生產線的自動化程度和運行效率。保證產品質量:可實現精細的抓...
2025-05-25 -
 廈門工業高速分切機加裝
廈門工業高速分切機加裝氣頂式無軸放卷相比其他放卷機自動化程度與精度比較高,高度自動化:氣頂式無軸放卷機構通常與先進的傳感器和控制系統相結合,能夠實現自動換卷、自動調整張力和位置等功能。這種高度自動化的設計顯著提高了生產效率,減少了人工干預和停機時間。高精度控制:由于采用了先進的傳感...
2025-05-24 -
 西城區微型智能自動化包裝機
西城區微型智能自動化包裝機全自動臥式包裝機是一種高效、自動化的包裝設備,廣泛應用于食品、醫藥、日化、五金等多個行業。其通過臥式結構設計,實現了物品的自動輸送、計量、填充、封口和輸出,大幅提高了生產效率和包裝質量。全自動臥式包裝機的工作原理,物料輸送物料通過振動盤、螺旋輸送器或皮帶輸送機...
2025-05-24 -
 泉州通用高速分切機加裝
泉州通用高速分切機加裝自動報警系統的工作原理通常包括以下幾個步驟:傳感器檢測:傳感器持續監測環境中的物理參數或事件,一旦檢測到異常情況,如煙霧濃度超過設定閾值、火焰出現等,就會將信號轉換為電信號。信號處理:傳感器輸出的電信號被傳輸到報警控制器,控制器對信號進行處理和分析,判斷是否存...
2025-05-24 -
寶坻區智能自動化包裝機現貨
貼體包裝是一種新穎的包裝技術,它把透明的塑料薄膜加熱到軟化程度,然后覆蓋在襯有紙板的商品上,從下面抽真空,使加熱軟化的塑料薄膜按商品的形狀粘附在其表面,同時也粘附在承載商品的紙板上,冷卻成型后成為一種新穎的包裝物體。在這種包裝中,紙板起到支撐被包裝物品的作用,...
2025-05-24 -
 東麗區智能自動化包裝機按需定制
東麗區智能自動化包裝機按需定制PLC定位模塊的**作用:PLC(可編程邏輯控制器)定位模塊通過數字信號處理和閉環反饋控制,實現對包裝機各執行部件(如送膜電機、封口機構、切割裝置)的毫米級精度控制,其**價值體現在以下方面:動態誤差補償實時監測膜材張力波動、機械振動等干擾因素,通過算法動態調...
2025-05-24 -
 無錫直銷高速分切機售后服務
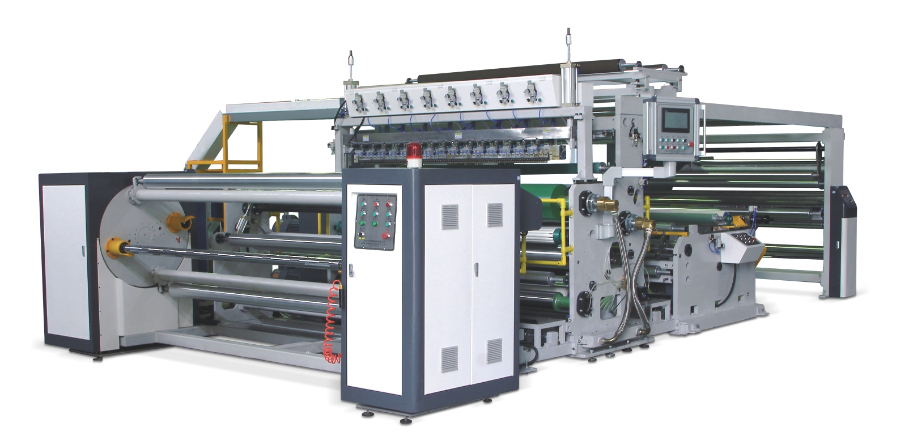
無錫直銷高速分切機售后服務分切機材料卷徑的自動演算是一項重要的技術,它能夠實現材料卷徑的實時監測和控制,從而提高分切作業的精度和效率。卷徑自動演算的基本原理,卷徑自動演算通常基于傳感器測量和數學計算。傳感器用于實時監測材料卷徑的變化,并將數據反饋給控制系統。控制系統則根據預設的算法和參...
2025-05-24 -
邢臺通用高速分切機現貨
分切機的張力與主機的聯動控制是實現高質量、高效率分切作業的關鍵。通過選擇合適的張力控制方式和控制策略,可以確保分切過程中的張力恒定、穩定,從而提高產品質量和生產效率。聯動控制的應用優勢,提高產品質量:通過恒張力控制,可以確保分切后的產品質量穩定、一致性好。提高...
2025-05-24 -
 臺州智能自動化包裝機誠信合作
臺州智能自動化包裝機誠信合作工藝局限性及改進方向:局限性紙皮強度限制:潮濕環境下紙皮易軟化,需增加防潮涂層或改用塑料護角。布料厚度適應性差:超厚布料(如羽絨被)可能導致紙皮貼合不牢,需優化吸盤結構。纏繞膜浪費:手動操作時膜材重疊率可能過高(建議目標重疊率25%-30%)。優化建議設備升級...
2025-05-24 -
 金華購買涂布機代加工
金華購買涂布機代加工涂布機的操作流程需嚴格遵循規范,以確保涂布質量和生產安全。開機前,操作人員要檢查涂布液的配比和儲存情況,確認涂布輥、刮刀等部件的安裝精度和表面清潔度;調試設備時,設置合適的涂布速度、張力和溫度參數,通過試涂布檢驗涂布效果,調整至比較好狀態。生產過程中,持續監控...
2025-05-24 -
深圳新能源高速分切機產品介紹
聯動控制的實現方式,直接張力控制:通過張力傳感器直接測量材料的張力,并將張力數據反饋給張力控制器。張力控制器根據反饋數據調整主機的輸出轉矩和轉速,實現直接張力控制。間接張力控制:通過監測主機的轉速、轉矩等參數,間接推算出材料的張力狀態。根據推算結果調整主機的控...
2025-05-23 -
 泉州直銷涂布機價目
泉州直銷涂布機價目主動式收卷的**特點,**驅動收卷軸由伺服電機或變頻電機直接驅動,轉速和轉矩可**調節。示例:印刷機中,收卷電機與印刷速度同步,確保材料張力恒定。張力閉環控制通過張力傳感器實時監測材料張力,反饋給控制器調整電機輸出。關鍵參數:張力波動范圍可控制在±1%以內。動...
2025-05-23 -
福州本地高速分切機答疑解惑
主機與分切機張力的聯動關系,主機驅動與張力控制:主機通常作為動力源,驅動分切機進行收放卷作業。主機的轉速和轉矩直接影響到分切機的運行速度和張力的穩定性。為了實現恒張力控制,主機需要根據分切機的實時張力反饋調整其輸出轉矩和轉速。張力傳感器與反饋機制:分切機上安裝...
2025-05-23 -
舟山安裝智能自動化包裝機
貼紙皮打包的技術關鍵點主要包括以下幾個方面:紙皮與布料的精細定位:在吸取紙皮并將其貼合到布料兩端時,需要確保紙皮與布料的相對位置準確無誤。這通常依賴于高精度的機械定位系統或視覺定位技術,以防止紙皮移位或貼合不齊。吸取系統的穩定性與可靠性:吸取紙皮的過程需要穩定...
2025-05-23 -
 金華哪里有涂布機費用是多少
金華哪里有涂布機費用是多少主動式收卷優點:張力控制精細,適應高速、大卷徑生產。減少材料浪費,提高產品合格率。缺點:設備成本高,需**驅動系統。維護復雜度增加。被動式收卷優點:結構簡單,成本低。適用于低精度、低速生產。缺點:張力不可控,易導致材料損傷。無法適應高速、大卷徑生產。主動式收卷...
2025-05-23 -
 嘉興半自動涂布機拆裝
嘉興半自動涂布機拆裝卷徑自動檢測技術的**原理是通過傳感器測量或算法計算,實時獲取卷材的幾何尺寸(直徑),并將數據反饋至控制系統,用于動態調整設備運行參數。卷徑自動檢測技術通過傳感器物理測量或算法數學計算,實現卷材直徑的實時獲取,是現代工業自動化生產的**環節。選擇技術時需根據精...
2025-05-23 -
 嘉興附近哪里有高速分切機種類
嘉興附近哪里有高速分切機種類分切機張力系統需要實時計算卷徑,并根據卷徑的變化調整輸出轉矩以補償因卷徑變化而引起的張力波動。這一過程是實現恒張力控制的關鍵步驟,對于提高分切機的生產效率和產品質量具有重要意義。調整輸出轉矩以補償張力波動,在得到實時卷徑數據后,分切機張力系統需要根據卷徑的變化...
2025-05-23 -
 嘉興通用涂布機以客為尊
嘉興通用涂布機以客為尊浮輥式矢量變頻電機聯動張力控制系統是一種結合浮輥張力檢測技術與矢量變頻電機驅動技術的高精度張力控制系統,工作原理,張力檢測浮輥在材料張力的作用下上下浮動,浮輥的擺動幅度由電位器或編碼器檢測并轉換為電信號。電信號傳輸至PLC,經過處理后得到當前的張力值。張力控制...
2025-05-23 -
 津南區智能自動化包裝機值多少錢
津南區智能自動化包裝機值多少錢全自動臥式包裝機是一種高效、自動化的包裝設備,選購建議:明確包裝需求根據物料的特性(如形狀、尺寸、流動性等)和包裝要求(如包裝速度、精度、材料等),選擇合適的機型和配置。關注設備性能重點考察設備的自動化程度、包裝速度、精度、穩定性以及易損件的壽命和更換成本。考...
2025-05-23 -
 泉州什么高速分切機哪家好
泉州什么高速分切機哪家好自動報警系統則用于在檢測到異常情況時及時發出警報。這些異常情況可能包括材料卷徑異常、設備故障、生產線中斷等。當報警系統檢測到這些異常情況時,會通過傳輸通道將信號傳送到報警控制器,報警控制器隨后發出警報,并可能觸發其他安全措施,如停止生產線、啟動備用設備等。結合...
2025-05-23 -
懷柔區智能自動化包裝機方案設計
貼紙皮打包的技術關鍵點主要包括以下幾個方面:紙皮與布料的精細定位:在吸取紙皮并將其貼合到布料兩端時,需要確保紙皮與布料的相對位置準確無誤。這通常依賴于高精度的機械定位系統或視覺定位技術,以防止紙皮移位或貼合不齊。吸取系統的穩定性與可靠性:吸取紙皮的過程需要穩定...
2025-05-23 -
邢臺國產高速分切機技巧
自動報警系統則用于在檢測到異常情況時及時發出警報。這些異常情況可能包括材料卷徑異常、設備故障、生產線中斷等。當報警系統檢測到這些異常情況時,會通過傳輸通道將信號傳送到報警控制器,報警控制器隨后發出警報,并可能觸發其他安全措施,如停止生產線、啟動備用設備等。結合...
2025-05-23 -
 寧波智能自動化包裝機價目
寧波智能自動化包裝機價目瞬時加熱方式對纏繞膜質量的積極影響,減少熱損傷瞬時加熱通過短時間高溫(通常毫秒級)完成熔斷,可避免膜材長時間受熱導致的分子鏈斷裂或降解,從而保持其物理性能(如拉伸強度、回縮力)穩定。示例:若纏繞膜在高溫下停留時間過長,可能導致PE膜結晶度變化,使膜材變脆易裂;...
2025-05-23