徐州自動化氣缸執行標準
航空航天領域的氣缸需滿足極端環境要求,如飛機起落架收放氣缸采用鈦合金缸體(密度 4.5g/cm3,強度≥800MPa),耐溫 - 55℃至 125℃,且通過鳥撞測試(沖擊能量≥100kJ)。襟翼調節氣缸采用無刷直流電機驅動的氣動伺服系統,位置控制精度 ±0.1mm,響應時間≤0.02 秒,確保飛行姿態的精確控制。這些氣缸的密封件采用全氟醚橡膠(FFKM),耐化學腐蝕性優于普通橡膠,使用壽命≥10 年。在衛星發射裝置中,氣缸驅動的星箭分離機構需在 0.1 秒內完成解鎖,可靠性要求≥99.99%。氣缸的帶導桿型結構可承受較大彎矩,適用于懸臂負載或偏心工況。徐州自動化氣缸執行標準

工業機器人中,氣缸驅動的平行抓手(重復定位精度 ±0.1mm)可抓取 0.1-5kg 的工件,配合力控傳感器實現柔順裝配。服務機器人的行走氣缸采用仿生設計,模仿人類步態(步長 500mm,速度 0.5m/s),并配備防跌倒傳感器(傾斜角度>15° 時自動鎖止)。醫療機器人的手術氣缸精度達 ±0.02mm,用于顯微外科手術器械的驅動,其密封件采用生物相容性材料(符合 ISO 10993 標準)。某協作機器人公司的氣缸解決方案,使機器人的抓取速度提升 30%,能耗降低 25%。松江區哪里有氣缸規格尺寸氣缸的故障診斷可通過聽漏氣聲、測運動速度或檢查磁性信號判斷。
在立式包裝機的橫封機構中,氣缸需以 1.2m/s 的速度完成包裝膜的封口與切斷,其關鍵在于快速響應與精確定位。采用短行程雙作用氣缸(缸徑 50mm,行程 80mm),配合快速排閥,實現活塞推出時間≤0.08 秒,回程時間≤0.1 秒。封口溫度由 PID 控制器調節,氣缸壓力同步補償(0.6-0.7MPa),確保在 200℃高溫下,包裝膜的封口強度≥30N/15mm。該應用中,氣缸的壽命取決于密封件的耐高溫性能,采用聚四氟乙烯(PTFE)涂層密封圈,可承受 250℃高溫,連續工作 500 小時無需更換。某食品包裝企業通過優化氣缸參數,將包裝速度從 60 包 / 分鐘提升至 80 包 / 分鐘,產能提升 33%。
在氣動系統中,氣缸與氣源處理元件(過濾器、減壓閥、油霧器)、控制元件(電磁閥、比例閥)、輔助元件(消聲器、緩沖器)協同工作。例如,在汽車剎車系統測試臺上,過濾器去除壓縮空氣中的雜質(精度≤5μm),減壓閥將壓力穩定在 0.6MPa,油霧器以 5 滴 / 分鐘的頻率潤滑氣缸,電磁閥通過 PWM 控制實現氣缸的比例動作,緩沖器吸收活塞沖擊能量(沖擊加速度≤10g)。這種協同配置使測試臺的壓力控制精度達到 ±0.02MPa,位移控制精度 ±0.5mm,滿足汽車行業的高標準測試需求。氣缸的導向機構可加裝直線軸承,減少側向力對活塞桿的磨損。

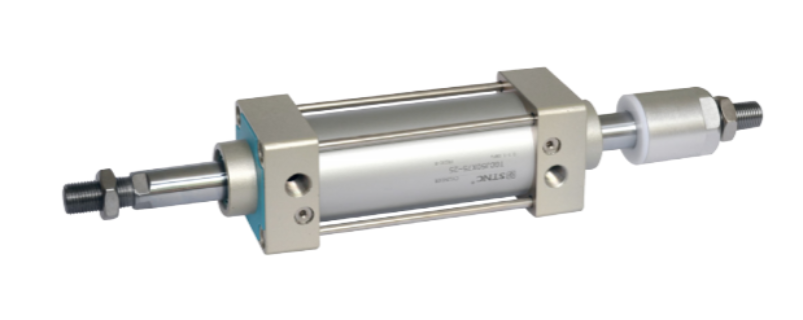
氣缸作為氣動系統的關鍵執行元件,其基礎構造由缸筒、活塞、活塞桿、前后端蓋及密封組件組成。缸筒通常采用鋁合金或不銹鋼材質,內部經過精密珩磨處理,表面粗糙度可達 Ra0.4μm 以下,確保活塞運動的順滑性。活塞與缸筒之間通過 Y 型密封圈或組合密封件實現密封,壓力差驅動活塞往復運動,活塞桿則將線性運動傳遞給外部負載。例如,在自動化生產線中,當電磁閥切換至進氣狀態,壓縮空氣以 0.5-0.8MPa 的壓力推動活塞伸出,帶動夾爪完成工件抓取,返回時通過排氣口釋放壓力,依靠彈簧或背壓實現復位。這種基于帕斯卡原理的能量轉換,具有響應速度快(≤0.1 秒)、控制精度高(行程誤差≤0.5mm)的特點,普遍應用于工業自動化領域。磁性開關氣缸內置磁環,可通過外部磁性傳感器檢測活塞位置,實現精確控制。嘉興氣缸定制
氣缸在真空環境中需特殊設計,防止密封失效或潤滑劑揮發污染系統。徐州自動化氣缸執行標準
在汽車制造中,氣缸覆蓋沖壓、焊接、裝配全流程。沖壓車間的模具氣缸(缸徑 320mm,行程 1000mm)以 0.8MPa 壓力驅動模具閉合,壓力波動≤2%,確保車身覆蓋件的沖壓精度(誤差≤0.2mm)。焊接車間的焊鉗氣缸采用雙活塞設計,推力達 5000N,配合伺服電機實現焊接壓力的精確控制(±10N)。裝配車間的擰緊氣缸集成扭矩傳感器,實時反饋擰緊力矩(精度 ±2%),確保發動機螺栓的裝配質量。某汽車工廠統計顯示,氣缸故障導致的停線時間占總停線時間的 15%,通過智能氣缸升級,停線時間降低至 5%。徐州自動化氣缸執行標準
- 臺州購買過濾器商家 2025-05-29
- 青浦區全自動氣源處理價格 2025-05-29
- 淮安哪里有氣源處理哪家好 2025-05-29
- 嘉興自動化電磁閥使用方法 2025-05-29
- 南通哪里有過濾器規格尺寸 2025-05-29
- 常州購買接頭維修 2025-05-28
- 浦東新區什么是電磁閥使用方法 2025-05-28
- 松江區哪里有氣源處理執行標準 2025-05-28
- 連云港購買接頭廠家現貨 2025-05-28
- 無錫全自動氣源處理哪家好 2025-05-28
- 湖南附近哪里有渦輪增壓器11393211A 2025-05-29
- 河北進口伺服減速箱銷售電話 2025-05-29
- 鋁合金車身立柱價位 2025-05-29
- 江蘇銅套廠家 2025-05-29
- 廣州節流元件電子膨脹閥市場價格 2025-05-29
- 上海臺式凍干機咨詢問價 2025-05-29
- 本地變壓器常用知識 2025-05-29
- 西藏混流能源管理售賣 2025-05-29
- 上海小型玻璃漏料中試熔爐公司 2025-05-29
- 江西特殊琛鑫輕創營 2025-05-29