太倉使用型材加工中心設備發展
一個成熟的鋁型材加工中心需要哪些設備?
首先是臺式鉆床、銑鉆床
鉆床是機械加工主要設備之一,可用來加工平面、臺階、斜面、溝槽、成形表面、齒輪和切斷等。這里主要是對鋁型材鉆孔等加工。
接下來臺式攻絲機
攻絲機就是用絲錐加工內螺紋的一種機床,它是應用很很廣的一種內螺紋加工機床。按國家機械行業標準,攻絲機系列構成分為:臺式攻絲機--半自動臺式攻絲機、立式攻絲機、臥式攻絲機。主要針對工業鋁型材需要攻絲的位置攻螺紋孔。 型材加工中心設備選哪家?太倉使用型材加工中心設備發展
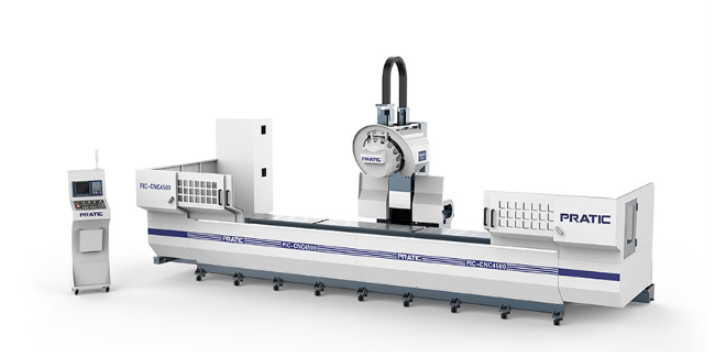
鋁合金型材cnc加工又稱為鋁合金型材數控銑床加工,是一種精密的鋁合金型材加工方式。鋁合金型材cnc加工出來的型材成品精度好,且加工的質量穩定。這里給大家介紹一下鋁合金型材cnc加工的優缺點各有那些?鋁合金型材cnc加工的缺點:1.鋁合金型材cnc加工設備費用較高;2.設備保養維修要求嚴格;3.需要車間生產操作人員懂一些的設備操作知識。鋁合金型材cnc加工的優點:1.可減少鋁合金型材加工操作步驟,即是是加工復雜的工序也比較便捷;2.操作模式簡單,節省人工成本;3.加工的產品質量穩定,精度好,且重復加工耳朵精度高,適合高要求的加工需求;4.鋁合金型材多型號情況下,生產效率也好,減少生產準備時間,提升生產效率,加大企業效率;5.可加工復雜的鋁合金型材截面及一些無法直接觀看的鋁合金型材加工部位。 太倉使用型材加工中心設備發展有型材加工中心設備品牌推薦嗎?

鋁型材加工精度出現問題經常表現在以下這幾個方面:長度切割、角度切割、打孔、攻牙。長度切割是指把6米長的型材切割成需要的長度。這里需要注意的是一般型材廠家切割是不收取費用的。長度切割的精度誤差越小越好,要控制在±0.5mm以內,否則會出現后期安裝不上去的情況。
鋁型材打孔加工
鋁型材角度切割是按照需要在型材端面處進行角度加工,包括45度角加工、135度角加工、60度角加工等等。角度加工經常出現在輸送線設備,框架門框等上面,需要把角度控制在±1度以內,保障后面框架能正常安裝使用。
鋁型材的加工包括鋁型材本身的加工和鋁型材框架產品的加工。鋁型材的加工主要有切割、沖孔、攻絲和表面處理。除了這些基本的加工工藝和方法外,鋁型材框架產品的加工還需要根據設計圖紙進行定制的切割、沖孔、攻絲和表面處理。例如切割長度、沖孔位置、孔徑大小、攻絲尺寸、表面不需要定制等。所謂鋁型材加工的新高度,其實是指加工后的產品質量優于其他產品,加工方法比其他方法更高效,加工成本低于市場。成本是任何一個企業家都必須關注并努力降低的東西。如果加工成本低,你方產品在市場上的價格競爭力就會降低。加工方面的投資似乎不小,如十幾條生產線、30個質量進口數控控制中心、多臺雙頭數控精密切割設備……這些無疑增加了成本。但由于這些先進精密的設備,很大降低了生產加工成本,降低了時間成本,減少了損失。所有這些加起來減少了總成本。 型材加工中心設備品牌。

鋁合金型材是怎么做的:1、首先是鋁棒鑄造:鋁錠加熱熔化,加入一定量的合金元素(鎂、硅),由鑄造機鑄造成一根根直徑不同的圓棒。2、鋁型材擠壓:鋁棒先加熱到一定的溫度,達到鋁液化的臨界點,然后切割、熱剪,送擠壓機擠壓,通過模具擠壓出想要的截面形狀。然后,淬火,淬火的方式有風冷和水冷。風冷出來的狀態就是T5,水冷的狀態是T6。3、型材擠出后的加工處理:牽引機將型材引出,達到所需長度由熱切鋸鋸斷,由移動冷床將型材移至校直機校直。(鋁型材剛擠出來的時候是軟的)校直后用定尺鋸切割,裝轉運架進入時效程序。 什么是型材加工中心設備,有人解釋一下嗎?新區提供型材加工中心設備價格有嗎
型材加工中心設備推薦表。太倉使用型材加工中心設備發展
型材加工中心注意點:選用了趁手的鉆頭還需要對鋁型材進行定位,定位精度高加工精度才能高。我們在CNC加工中心上一般采用電腦數控定位,精度很高,如果是手工打孔定位的話我們一般會先制作一個打好孔的參照物,然后將參照物放在需要打孔的鋁型材工件上面與之重疊,然后用打孔設備通過參照物的孔眼對下面的鋁型材工件打孔,這樣可以提高效率。
由于鋁合金型材的硬度沒有硬質金屬高,相對較軟,所以打孔難度比較低,很容易打。但硬度低同時也會造成容易出現毛刺的現象,毛刺一般在孔的邊緣,所以鋁型材在打完孔之后需要去除毛刺。用專門的去毛刺用刀,去除起來也很方便。 太倉使用型材加工中心設備發展
蘇州市益五機械科技有限公司位于葑亭大道538號,交通便利,環境優美,是一家服務型企業。益五機械是一家有限責任公司企業,一直“以人為本,服務于社會”的經營理念;“誠守信譽,持續發展”的質量方針。公司始終堅持客戶需求優先的原則,致力于提供高質量的型材加工中心,摩擦焊,慢走絲,鉆攻。益五機械順應時代發展和市場需求,通過**技術,力圖保證高規格高質量的型材加工中心,摩擦焊,慢走絲,鉆攻。
- 吳江批發鉆攻中心供貨 2025-05-17
- 蘇州批發鉆攻中心型號 2025-05-17
- 溫州購買鉆攻中心 2025-05-17
- 浙江快速鉆攻中心哪里有 2025-05-17
- 張家港高速鉆攻中心哪個品牌好 2025-05-17
- 常熟大型鉆攻中心的用途 2025-05-15
- 新區供應鉆攻中心什么牌子好 2025-05-15
- 無錫小型鉆攻中心型號 2025-05-15
- 吳江供應鉆攻中心生產廠家 2025-05-15
- 浙江供應鉆攻中心哪個牌子好 2025-05-15
- 新疆鋁卷箱式氣氛保護爐非標定制 2025-05-17
- 山東自動化切割機廠家 2025-05-17
- 梁溪區購買激光切割加工批量定制 2025-05-17
- 四川酒店智能開關價格多少 2025-05-17
- 韶關輕量型DOYO柔性振動盤自帶剎車功能 2025-05-17
- 坪山區定做全自動錫膏印刷機哪家好 2025-05-17
- 廣東金屬結構件加工價格 2025-05-17
- 螺桿變頻螺桿空壓機維修 2025-05-17
- 青浦區私人真空泵價格咨詢 2025-05-17
- 廣東型材機加工中心 2025-05-17