張家港求購摩擦焊分類
蘇州攪拌摩擦焊代理商——蘇州益五機械為您介紹關于攪拌摩擦焊設備簡介:
蘇州攪拌摩擦焊方法與常規摩擦焊一樣。攪拌摩擦焊也是利用摩擦熱與塑性變形熱作為焊接熱源。不同之處在于攪拌摩擦焊焊接過程是由一個圓柱體或其他形狀(如帶螺紋圓柱體)的攪拌針(welding pin)伸入工件的接縫處,通過焊頭的高速旋轉,使其與焊接工件材料摩擦,從而使連接部位的材料溫度升高軟化。同時對材料進行攪拌摩擦來完成焊接的。在焊接過程中工件要剛性固定在背墊上,焊頭邊高速旋轉,邊沿工件的接縫與工件相對移動。焊頭的突出段伸進材料內部進行摩擦和攪拌,焊頭的肩部與工件表面摩擦生熱,并用于防止塑性狀態材料的溢出,同時可以起到***表面氧化膜的作用。 不同型號的攪拌摩擦焊設備。張家港求購摩擦焊分類

益五機械為您揭秘一維攪拌摩擦焊設備特點。
蘇州市益五機械科技有限公司大家或許很熟悉,沒錯,是蘇州地區專門供應攪拌摩擦焊設備、發那科慢走絲設備的供應商。不過***,不是為您介紹蘇州市益五機械怎么樣的,是為您揭秘一維攪拌摩擦焊設備特點的。
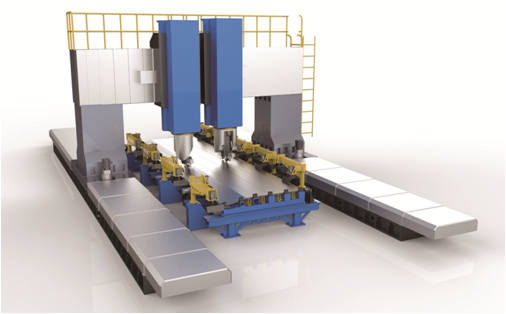
這款一維攪拌摩擦焊設備其特點就是這款設備的主軸采用四面環抱式方滑枕結構,采用高硬度平面硬軌,剛性強。主要使用于軌道列車車體中的車鉤座等大厚度鏈接件及高校科研試驗焊接。
所以這款一維攪拌摩擦焊設備可以滿足用戶不同的焊接需求。 常熟特種焊接技術摩擦焊設備參數蘇州摩擦焊設備供應商有哪些。

近年來,為了保護環境、節約能源,人們強烈希望汽車、飛機、機車車輛、船舶等運輸機械輕量化。為此,積極開發、研制適用于這些運輸機械的輕金屬材料,例如鋁及其鋁合金。鋁及其鋁合金材料由于重量輕、抗腐蝕、易成形等優點;隨著新型硬鋁、超硬鋁等材料的出現,使得這類材料的性能不斷提高,因而在航空、航天、高速列車、高速艦船、汽車等工業制造領域得到了越來越***的應用。除了運輸機械外,土木建筑、橋梁等領域也引入了鋁及其鋁合金。這些結構的安裝連接主要以焊接為主要連接方式。在鋁及其鋁合金的焊接中,存在的主要問題之一是由于它的膨脹系數大而在焊接時產生較大的變形。為了防止變形,在施工現場,必須采用胎卡具固定,和由培訓過的熟練工人操作。因為鋁及其鋁合金容易氧化,表面存在一層致密、堅固難熔的氧化膜,所以焊前要求對其表面進行去膜處理;焊接時,要用氬等惰性氣體進行保護。鋁及鋁合金焊接時,易產生氣孔、熱裂紋等缺點,也是焊接時必須注意的問題。對于熱處理型鋁合金來說,必須避免在焊接時熱影響區產生軟化,強度降低的問題。為了解決鋁及鋁合金熔化焊時出現的以上問題,開發研制出一種新的固相焊接方法,即攪拌摩擦焊。
蘇州摩擦焊之中型二維摩擦焊設備有哪些特點嗎?
說起這款中型二維攪拌摩擦焊設備,不得不說它的整體優勢,這款攪拌摩擦焊設備整體采用的是鑄件結構,大家知道,鑄件結構的優勢就是穩定,所以這個結構特點為這款設備提供良好的穩定性結構,和優良的剛性特點。
此外,中型二維摩擦焊設備特點:還有它擁有較大的工作臺面,更是有利于更多的制造業商家進行產品的搭接工作,比如新能源汽車的電池托盤,還有軌道交通大型結構件,這些產品更是需要寬敞的搭接工作臺,而這款中型二維摩擦焊設備就可以完全滿足這些結構件的需求。 可提供摩擦焊設備的代理商。
蘇州攪拌摩擦特點——焊接過程中也不需要其它焊接消耗材料,如焊條、焊絲、焊劑及保護氣體等。***消耗的是焊接攪拌頭。通常在Al合金焊接時,一個工具鋼攪拌頭可焊到800m長的焊縫。 同時,由于攪拌摩擦焊接時的溫度相對較低,因此焊接后結構的殘余應力或變形也較熔化焊小得多。特別是Al合金薄板熔化焊接時,結構的平面外變形是非常明顯的,無論是采用無變形焊接技術還是焊后冷、熱校形技術,都是很麻煩的,而且增加 了結構的制造成本。
攪拌摩擦焊焊接過程——在焊接過程中 工件要剛性固定在背墊上,焊頭邊高速旋轉.邊沿工件的接縫與工件相對移動。焊頭的突出段伸進材料內部進行摩擦和攪拌,焊頭的肩部與工件表面摩擦生熱,并用于防止塑性狀態材料的溢出,同時可以起到***表面氧化膜的作用。
吳江摩擦焊設備供應商報價。張家港求購摩擦焊分類
便捷式了解摩擦焊設備參數。張家港求購摩擦焊分類
也有得把單純圓柱形加工成螺紋牙型或淺牙形,而端部形狀一般為半球形。TWI采用FSW焊接75m特大厚板時,采用的攪拌頭表面如圖2-2(a)所示,切削成螺紋牙型的螺旋溝,目的是增加對被焊金屬的攪拌力。圖2-2(b)所示為較為復雜形狀的攪拌指棒。圖1-2新的攪拌頭2.攪拌頭肩部的形狀和材質如圖1-3所示,攪拌頭的肩部不是平面狀,而是稍帶凹面的形狀,凹的程度應通過實踐來確定。這種肩部形狀在旋轉摩檫時,會促進其正下方母材表面金屬的塑性流動,增強混合攪拌效果。圖1-3攪拌頭的肩部形狀因為攪拌頭的肩部是產熱之處,可采用熱傳導率低的二氧化鋯作為肩部材料;而有的攪拌頭為整體鋼制。它與采用通常一體型全鋼制攪拌頭相比,向攪拌頭傳導的熱減少,即減少了熱損失;而且在相同條件下也不會增加FSW熱影響區的寬度。在FSW高速焊時,肩部的發熱量增加了30-70%。只有當肩部材質為二氧化鋯時,向攪拌頭側的熱傳導會得到有效的***,該攪拌頭才適用于高速FSW焊接。3.攪拌頭的壽命攪拌頭的壽命主要是以攪拌指棒根部的損傷為衡量標準。由于攪拌指棒根部易發生高溫疲勞或剪切破壞,而造成損傷。初步試驗結果表明,攪拌頭的材質、形狀、被焊工件的板厚各異以及焊接工藝參數不同。張家港求購摩擦焊分類
蘇州市益五機械科技有限公司致力于機械及行業設備,以科技創新實現***管理的追求。益五機械深耕行業多年,始終以客戶的需求為向導,為客戶提供***的型材加工中心,摩擦焊,慢走絲,鉆攻。益五機械繼續堅定不移地走高質量發展道路,既要實現基本面穩定增長,又要聚焦關鍵領域,實現轉型再突破。益五機械創始人劉寶,始終關注客戶,創新科技,竭誠為客戶提供良好的服務。
- 浙江大型鉆攻中心的用途 2025-05-12
- 蘇州小型鉆攻中心的用途 2025-05-12
- 批發鉆攻中心 2025-05-12
- 蘇州口碑好的鉆攻中心參數 2025-05-12
- 新區數控車床和鉆攻中心的用途 2025-05-12
- 常州質量鉆攻中心代理商 2025-05-12
- 無錫專業鉆攻中心國產哪家好 2025-05-11
- 常熟數控車床和鉆攻中心哪里有 2025-05-11
- 浙江專業鉆攻中心價格 2025-05-11
- 吳中立式鉆攻中心日本發那科 2025-05-11
- 四川地下車庫風管設計 2025-05-13
- 湖州靜音起重機報價 2025-05-13
- 成都工業皮帶推薦廠家 2025-05-13
- 嘉定區國內氣缸推薦貨源 2025-05-13
- 汕頭防爆用鋼化玻璃均質爐分類 2025-05-13
- 北京柴油機水泵自平衡多級泵 2025-05-13
- SiC晶圓磨削砂輪應用 2025-05-13
- 湖北環保制砂樓哪家好 2025-05-13
- 徐州購買干燥設備生產企業 2025-05-13
- 河南通用印花導帶源頭直供 2025-05-13