保定工業自動化噴漆涂裝流水線高效高質量噴漆方案
?9.極端環境適應性:-40℃凍干清洗技術突破?在冷鏈設備制造領域,匠誠低溫清洗系統可在-30℃環境下***冷庫板發泡劑殘留。某冷藏車廠應用后,預冷時間從6小時縮短至45分鐘,同時避免常溫清洗導致的材料變形問題。設備特有的防凍型排水結構,更保證在極寒地區全年穩定運行,故障率低于0.5次/千小時。?10.納米級干燥:光學元件零瑕疵的***方案?針對攝像頭模組清洗需求,匠誠開發出臨界點干燥(CPD)技術,利用超臨界流體實現零表面張力干燥。某手機鏡頭廠商實測顯示,干燥后鏡片表面水痕殘留量<0.1μg/cm2,良品率從81%躍升至99.5%。該技術同樣適用于MEMS傳感器清洗,使晶圓級封裝效率提升至每分鐘120片。在精密裝配場景中,投影式光引導系統將扭矩值、角度公差,使新手操作誤差率從12%降至3%?58。保定工業自動化噴漆涂裝流水線高效高質量噴漆方案
?1. 汽車零部件清洗**?"匠誠超聲波清洗機采用40kHz高頻震板陣列,穿透變速箱齒輪盲孔油垢,清潔度達VDA19三級標準。某新能源車企引入后,單日清洗量從800套提升至2400套,人工干預頻次降低92%。"?——長春某汽車部件廠生產主管王工?"這套設備徹底解決了行星齒輪組的殘留物檢測難題,每年節省返工成本超300萬,德國客戶驗廠時直接給了A級評分。"?2. 食品級烘干方案?"針對烘焙模具清洗需求,匠誠開發85℃恒溫熱風循環系統,配合食品級不銹鋼腔體,使模具干燥時間從2小時壓縮至18分鐘。某餅干生產線應用后,霉菌滋生事故歸零。"清遠全自動化噴漆涂裝流水線機械手自動噴涂噴嘴堵塞/磨損占故障35%,傳統人工巡檢導致單線年損失超10萬元,需智能診斷系統提前預警?。
?12.全球認證:67國安全標準的一站式滿足?匠誠防爆型噴涂機器人已通過ATEX、IECEx等國際認證,在石油鉆采設備制造車間,可在1區性氣體環境中持續作業。設備接地電阻值穩定在0.1Ω以下,靜電火花能量控制在0.02mJ,*為國際標準限值的1/10。某中東油田管件制造商借此通過APIQ2認證,年出口額增長3200萬美元。?13.微觀控制:50μm級狹縫的完美滲透?針對精密齒輪箱的防銹需求,匠誠超細霧化噴槍可產生粒徑8-15μm的涂料粒子流,輕松滲入齒隙寬度*0.3mm的嚙合面。某風電齒輪箱制造商使用后,鹽霧測試耐久性從800小時延長至2000小時,且無需人工補噴死角。在3C產品領域,該技術更實現手機Type-C接口內壁的絕緣涂層全覆蓋。?14.綠色循環:98%廢漆回收的閉環系統?匠誠**的干式漆霧捕集裝置,通過多層PTFE濾材與智能壓差調節,將過噴涂料回收率提升至行業比較高的98%。某電動車輪轂生產線每年可回收再利用聚酯粉末涂料320噸,節約原材料采購成本860萬元。回收物料經靜電分選后純度達99.2%,可直接投入新生產循環。
?2. 多參數協同與動態響應??噴涂參數耦合影響?:噴槍口徑(1.0-1.6mm)、涂料流量(50-500mL/min)與霧化壓力(0.3-0.6MPa)的匹配關系復雜,需建立多維度參數模型實現智能匹配?35。?機器人運動協同?:噴槍移動速度與涂料流量需同步控制,動態路徑***量滯后超過0.5秒會導致流掛或漏噴,需開發前饋補償算法?12。?環境干擾抑制?:車間溫度波動±5℃或濕度>70%時,涂料流平性下降40%,需在噴槍模塊集成溫濕度傳感器并聯動涂料加熱系統?36。?3. 設備可靠性與維護成本??噴嘴/氣帽壽命管理?:噴涂金屬漆時噴嘴磨損速率達0.02mm/千件,需采用激光熔覆修復技術延長壽命3倍,并開發磨損量在線監測系統?47。?高壓系統穩定性?:靜電噴涂時60kV高壓易引發漏電或電弧放電,需采用三級絕緣防護(陶瓷隔離層+惰性氣體密封)和電弧檢測模塊?68。?快速維護設計?:噴槍組件拆裝耗時占故障處理時間70%,需開發磁吸式快換接口(更換時間<30秒)和AR輔助維修指引系統?47。聯合材料供應商共建工藝數據庫(如鋰電池行業的正極材料噴涂參數庫),通過設備反向優化材料配方?。
?3. 設備可靠性與維護成本??噴嘴/氣帽壽命管理?:噴涂金屬漆時噴嘴磨損速率達0.02mm/千件,需采用激光熔覆修復技術延長壽命3倍,并開發磨損量在線監測系統?47。?高壓系統穩定性?:靜電噴涂時60kV高壓易引發漏電或電弧放電,需采用三級絕緣防護(陶瓷隔離層+惰性氣體密封)和電弧檢測模塊?68。?快速維護設計?:噴槍組件拆裝耗時占故障處理時間70%,需開發磁吸式快換接口(更換時間<30秒)和AR輔助維修指引系統?47。?4. 特殊場景適應性??曲面邊緣衰減控制?:復雜曲面噴涂時邊緣涂層厚度下降15-20%,需通過距離傳感器(檢測精度±0.5mm)動態調整噴槍傾角(15°-75°)和霧化壓力?25。?微小部件精細噴涂?:3C電子元件(<10mm2)噴涂需0.3mm口徑微型噴槍,但易因涂料結晶堵塞,需采用脈沖式反沖清洗技術?35。?多材料兼容性?:水性漆與溶劑型涂料切換時殘留率>5%,需設計雙通道供料系統(切換時間<2分鐘)和毛細管級自清潔流道?36。不規則曲面噴涂?:大型構件(如橋梁鋼結構)存在復雜曲面、棱角及焊縫,需動態調整噴槍角度與距離。清遠全自動化噴漆涂裝流水線機械手自動噴涂
在PM10濃度>10mg/m3工況下仍可穩定運行8000小時?24。保定工業自動化噴漆涂裝流水線高效高質量噴漆方案
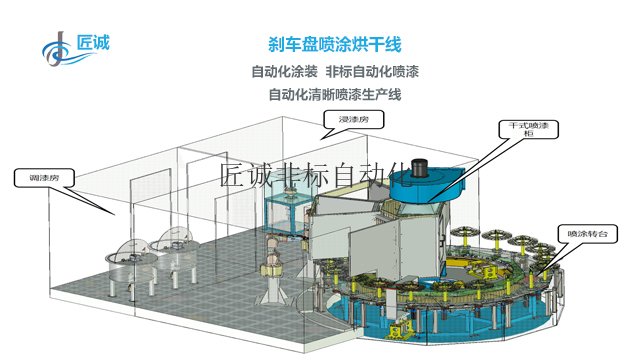
自動噴涂生產線工作原理及維修手冊一、工作原理?系統構成??前處理設備?:通過脫脂、磷化等工序***工件表面油污與雜質,確保噴涂附著力?2。?輸送系統?:采用鏈條、滾筒或磁懸浮裝置,按預設速度(0.5-12m/min)輸送工件,支持連續或間歇式運行?12。?噴涂單元?:?智能噴槍?:通過光電傳感器識別工件位置,按程序設定軌跡噴涂(如往復式、旋杯式),霧化粒徑控制在15-50μm?12。?參數控制?:氣壓(0.3-0.6MPa)、出漆量(200-800mL/min)、噴涂距離(15-30cm)通過PLC精細調節?2。?除塵系統?:采用干式濾筒或濕式水簾裝置,過濾效率≥98%,廢氣排放符合GB16297標準?1。?干燥固化?:通過紅外、熱風或UV固化爐,溫度控制精度±2℃,固化時間壓縮至傳統工藝的1/3?2。保定工業自動化噴漆涂裝流水線高效高質量噴漆方案
- 南通涂裝設備噴漆涂裝流水線提供涂裝解決方案 2025-05-29
- 邢臺全自動化非標自動化設備提供涂裝解決方案 2025-05-29
- 石家莊全套工業自動化非標自動化設備生產廠家 2025-05-29
- 舟山全自動化非標自動化設備大幅度解放人力 2025-05-29
- 臺州附近哪里有非標自動化設備專業設備廠家 2025-05-29
- 肇慶全自動化非標自動化設備效率高省人工 2025-05-29
- 金華非標自動化設備機械手自動噴涂 2025-05-29
- 新余涂裝設備噴漆涂裝流水線大幅度解放人力 2025-05-29
- 武漢大型UV自動化非標自動化設備 2025-05-29
- 鄭州非標自動化市場報價 2025-05-29
- 溫州WSENK森井CR-160Y工業除濕機 2025-05-29
- 迎澤區在哪里買咖啡機價格 2025-05-29
- 蘇州LED護眼臺燈訂做 2025-05-29
- 智能開門柜哪幾種 2025-05-29
- 黃浦區常規中央空調控制供應商 2025-05-29
- 蘇州通用智能家電設計加工 2025-05-29
- 長寧區YAMAHA影院音響套裝 2025-05-29
- 南通空氣能熱水器哪個牌子好 2025-05-29
- 江蘇本地智能洗衣機現貨 2025-05-29
- 靜安區YAMAHA商場影院音響供應商 2025-05-29