
安路來特CIP發生器,作為陽極電解液與陰極電解液生產技術領域的重要革新,具備諸多特點:低鹽低氯化物技術:有效解決客戶設備面臨的腐蝕難題,為設備持久穩定運行保駕護航。精確參數控制:確保電解液始終維持在指定參數范圍內,持續產出質量穩定一致的陽極電解液與陰極電解液。靈活生產模式:可按需單獨生產陽極液或陰極液,也能同時制備兩種電解液,充分滿足多樣化生產需求。成熟電解水技術:依托50年以上的深厚電解水技術積淀,性能高效、運行穩定,設備使用壽命長久。便捷操作與監控:體積精巧,操作簡便,更配備遠程監控功能,讓您使用無憂。歐洲品質保障:采用歐洲標準的組件,整機原裝進口,品質值得信賴。輕松生產設置:利用出廠設置,即可輕松實現陽陰極電解液的生產。CIP系列發生器的陽極液次氯酸濃度為500ppm,pH值在6至7之間可調;陰極電解液氫氧化鈉濃度為1000ppm,pH值大于12。CIP/HD系列發生器性能更為強勁,陽極液次氯酸濃度在500ppm至3000ppm之間可調,pH值范圍為5到7.5,MAX濃度可達6000ppm;陰極電解液氫氧化鈉濃度在1000ppm至3000ppm之間可調,pH值為12.5至13,能充分滿足對電解液有特殊要求的客戶。若您有任何需求,CIP/HD系列定能不負所望。CIP系統是指在不拆卸設備的情況下,通過循環流動的清洗液對設備內部進行清洗和消毒的過程。電解氯化鉀電解水CIP脫脂

在CIP清洗領域,安路來特CIP及CIP/HD系列陽極電解液優勢明顯。1.高效殺菌消毒該系列陽極電解液能快速、廣譜地殺滅各類病原微生物,如大腸桿菌、金黃色葡萄球菌、細菌芽孢等,保障清洗后設備的衛生狀況。憑借強大的殺菌能力,可有效防止微生物滋生和繁殖,降低產品受微生物污染的風險,確保產品質量安全。2.出色的生物膜處理能力CIP管路中的生物膜是清潔難題,傳統方法難以徹底去除。安路來特陽極電解液可破壞生物膜結構,使其從管道表面脫落并被殺滅,還能抑制生物膜再次生成,提升清洗效果,保障設備穩定運行。3.安全可靠以鹽和水為原料,避免了運輸、儲存危險消毒物品的風險。生成的陽極電解液次氯酸水無毒、無刺激、無殘留,可在有人環境下使用,既不傷害操作人員,也不會污染后續產品,確保生產過程安全。4.精確穩定通過精確預設參數,陽極電解液的濃度、pH值精確且穩定。CIP系列陽極液次氯酸濃度500ppm,pH6至7可調;CIP/HD系列陽極液次氯酸濃度500ppm到3000ppm,pH值5到7.5范圍內可調,高濃度次氯酸可高達8000ppm。能根據不同清洗需求與設備材質,精確適配參數,既達良好清洗消毒效果,又防止腐蝕設備。5.環保節能次氯酸殺菌后自然降解為鹽和水,對環境無污染。德國電解氯化鉀電解水CIP清洗的優缺點安全性和環保性使得次氯酸在CIP系統中的應用更加廣和受歡迎。
案例一:大型食品加工廠某大型食品加工廠,之前使用傳統CIP清洗方案,每月化學品成本2萬元,水耗4000噸,能耗折合1.5萬元,且設備腐蝕嚴重,每年設備維護費3萬元。引入安路來特電解水設備后,每月只需鹽成本3000元,水耗降至2000噸,能耗降至1萬元。因低鹽低氯化技術減少設備腐蝕,設備維護費減半。從價格看,安路來特設備雖采購成本與同類相當,但每年節省成本超20萬元。其優勢在于,簡化清洗流程,從傳統多步減至4步,提升效率;產出的次氯酸水無毒無殘留,保障食品安全。案例二:中型飲料廠中型飲料廠原采用化學清洗,常因消毒劑殘留影響產品口感,且清洗時間長,設備利用率低。采用安路來特CIP系列發生器后,能按需生產次氯酸和氫氧化鈉電解液。陽極液次氯酸濃度500ppm,pH6-7可調,消毒效果好且無殘留,提升產品品質。該設備操作方便,體積小,節省空間。能耗比之前降低25%,水耗降低30%。在價格方面,設備投入后,因能耗、水耗節省及產品品質提升帶來的收益,遠超采購成本。優勢明顯,不僅確保飲料衛生安全,還提高生產效率,增強市場競爭力
安路來特:CIP清洗的創新之選。愛沙尼亞envirolyte中文安路來特自前蘇聯時期起,專注電解水行業超50年,依據愛沙尼亞法律注冊成立。其CIP系列發生器專為食品加工和飲料市場CIP操作打造,與合作伙伴共同開發。該發生器通過精確預設次氯酸與氫氧化鈉參數,穩定產出陽極電解液(次氯酸)和陰極電解液(氫氧化鈉),精確控制ppm濃度、pH值及鹽/氯化物殘留量,旨在CIP操作中實現高效與防腐蝕。CIP及CIP/HD系列能滿足多種清洗、脫脂及消毒應用需求,食品等行業對其現場按需生產特定電解液的功能需求明顯。傳統非環保化學CIP步驟繁瑣,需高溫,且水、能源消耗大。而安路來特只用鹽和水,陽極生成的次氯酸水消毒液,無毒、無刺激、無殘留,殺菌廣譜迅速,是安全的消毒劑;陰極生成的氫氧化鈉清潔液,無需調濃度,無添加劑,去污力強、腐蝕性小。使用安路來特,可將CIP清潔過程從傳統多步簡化至4步,減少生產時間損失,提高飲料廠稼動率。同時,能凈化微生物、去除生物膜,減少或不用有害化學品,提升工人安全性,還能通過減少高溫及水沖洗,明顯節約能源與水,助力飲料廠實現可持續發展,提高盈利能力。酸性電解水(次氯酸溶液)在CIP工藝中的應用具有明顯的優勢。

安路來特電解水設備能單獨生成次氯酸與氫氧化鈉,這一特性為CIP清洗帶來諸多明顯優點。1.功能互補,提升清潔效能次氯酸具有強氧化性,殺菌能力良好,能迅速殺滅CIP系統內各類細菌、病毒、芽孢等微生物,保障設備衛生。而氫氧化鈉是出色的清潔劑,對有機污垢溶解力強,可有效去除油脂、蛋白質等污漬。二者協同工作,先由氫氧化鈉清潔污垢,再由次氯酸消毒殺菌,實現深度清潔,提升CIP清洗效果。2.原料簡單,確保安全環保該設備只以鹽和水為原料,就能制取次氯酸與氫氧化鈉。這避免了傳統化學清洗劑中危險化學品的使用,降低運輸、儲存風險。次氯酸與氫氧化鈉使用后,自然降解為鹽和水,無有害殘留,對環境無污染,符合環保要求,同時保障操作人員安全。3.精確控制,滿足多樣需求可根據不同CIP清洗場景,精確控制次氯酸與氫氧化鈉的生成參數,如濃度、pH值等。對于不同材質設備與不同程度污垢,能靈活調整,在確保清洗效果的同時,防止對設備造成腐蝕,延長設備使用壽命,滿足食品、飲料、制藥等多行業多樣的CIP清洗需求。4.操作簡便,降低綜合成本設備自動化程度高,單獨生成次氯酸與氫氧化鈉過程無需復雜人工干預,操作簡便。且只消耗鹽和水,成本低。時間主要是與被清洗表面接觸、作用的時間;一般來說,清洗的時間越長,效果則越好。電解氯化鉀電解水CIP脫脂
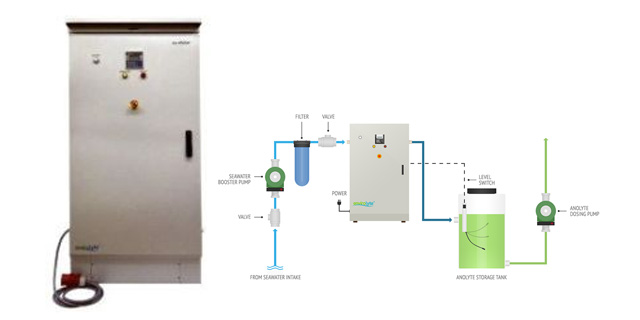
CIP清洗系統的主要部件是CIP清洗站,清洗站通常有兩罐式、三罐式、四罐式和五罐式。電解氯化鉀電解水CIP脫脂
愛沙尼亞envirolyte電解水設備中文安路來特電解水設備,食品廠:降本增效,保障品質[具體名稱]食品廠主營肉類加工,此前傳統CIP清洗方案,每月化學品采購費3萬,水耗2500噸,能耗1.8萬。因化學劑腐蝕,設備每2-3年需大維修,每次8萬。采用安路來特電解水設備,鹽和水為原料,月鹽成本4000元,水耗降至1200噸,能耗1.2萬。低鹽低氯化技術使維修周期延至5-6年,每次成本4萬。設備采購價與同類相當,但一年節省超20萬。優勢是清洗流程從多步簡化為4步,次氯酸水消毒無殘留,保障食品安全。飲料廠:節能提質,增強競爭力[具體名稱]飲料廠原CIP清洗復雜,效率低,化學消毒劑殘留致產品口感不佳,次品率6%。引入安路來特CIP/HD系列發生器,次氯酸MAX濃度達6000ppm,按需生產電解液。設備體積小、操作便捷、遠程監控,減少人工管理成本。能耗比之前降35%,水耗降45%,次品率降至1%以內。該設備投入合理,每年節省能耗、水耗及因次品減少帶來的收益遠超采購成本。優勢在于保證飲料衛生安全,提升產品品質,增強市場競爭力。電解氯化鉀電解水CIP脫脂





