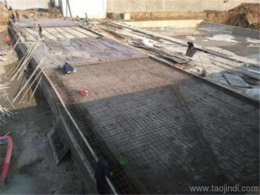
冷軋帶肋鋼筋焊接網在隧道襯砌的應用,根據*《公路隧道設計規范》JTGD70-2004規定。在噴射混凝土內應設帶肋冷軋帶肋鋼筋焊接網,有利于提高噴射混凝土的抗剪和抗彎強度,提高混凝土的抗沖切能力,抗彎曲能力,提高噴混凝土的整體性,減少噴混凝土的收縮裂紋,防止局部掉塊。冷軋帶肋鋼筋焊接網網格應按矩形布置,冷軋帶肋鋼筋焊接網的鋼筋間距為150~300mm。可采用150mm×150mm,200mm×200mm,200mm×250mm,250mm×300mm,300mm×300mm的組合方式。冷軋帶肋鋼筋焊接網的搭接長度不應小于30d(d為鋼筋直徑)。橋面鋪裝用焊接鋼筋網的直徑及間距應依據橋梁結構形式及荷載等級確定。冷軋鋼筋焊接網供應

提高生產效率焊接網將原來的現場制作的全部工序急90%以上的綁扎成型工序全部進行了工廠化生產,除保護了鋼筋制作、綁扎的質量外,還較大程度上縮短了工程的施工周期,1015平面米的焊接網鋪設只用60工時,比過去的人工綁扎少用70工時,節約人工工時54%,而且解決了工程現場施工地狹小和調直鋼筋時所產生的噪音污染等問題、促進了現場文明施工。經濟效益分析焊接網具有較好的綜合經濟效益,焊接網鋼筋的設計強度比I級鋼筋高50%(光面鋼筋焊接網)~70%(帶肋鋼筋網),考慮一些構造要求后仍可節省鋼筋30%左右,在加上直徑12mm以下散支鋼筋加工費均為材料費10%-15%。綜合考慮(與I級鋼筋相比)可降低鋼筋工程造價10%左右。臺州鋼筋焊接網廠商縱向鋼筋:與鋼筋網制造方向平行排列的鋼筋。

取樣數量及方法:1.拉伸試驗和彎曲試驗的取樣數量分別為2個,取樣方法是兩個方向各截取一個試樣;2.抗剪力試驗取樣數量為3個,兩個方向任意截取三個試樣;3.重量偏差應截取5個試樣,每個試樣至少有1個交叉點,縱向并筋與橫筋的每一交叉處只算一個交叉點,試樣長度應不小于拉伸試樣的長度;4.焊點開焊數、網片尺寸和網片表面要逐片進行檢測。檢測標準:JGJ 114-2014《鋼筋焊接網混凝土結構技術規程(附條文說明)》;GB/T 1499.3-2022《鋼筋混凝土用鋼 第 3 部分:鋼筋焊接網》;GB/T 33365-2016《鋼筋混凝土用鋼筋焊接網 試驗方法》等。
鋼筋焊接網,鋼筋網是由縱向和橫向鋼筋十字交叉通過綁扎或焊接制作而成的網。是建設部“2005建筑業重點推廣應用 10項新技術”內容之一。鋼筋網的理論重量計算公式:鋼筋網理論重量(KG)=鋼筋網所用鋼筋長度(M)*絲徑(MM) *絲徑(MM)*0.00617(φ10鋼筋0.616539kg/m);鋼筋網的應用在工業與民用房屋的梁柱樓板、屋蓋、墻體、混凝土路面、橋面鋪裝、機場跑道、隧道襯砌、箱涵、碼頭地坪、預制構件等領域。優點:顯著提高鋼筋工程質量;明顯提高施工速度;增強混凝土抗裂能力;具有較好的綜合經濟效益。鋼筋網應采用機械制造,縱、橫向鋼筋交叉點采用電阻焊焊接。
冷軋帶肋鋼筋80年代末在國內開始生產,10年多來,特別是近幾年,得到迅速發展,成為建設部重點推廣的新鋼種。冷軋帶肋鋼筋的迅速發展,為焊接網的發展提供良好條件。我國焊接網產品標準已于1995年12月起實施,對于指導生產、保證產品質量具有重要的意義。使用規程也于1998年2月正式施行,對于加速推廣應用起積極促進作用。技術規定,技術規程規定,焊接網宜采用CRB550級冷軋帶肋鋼筋制作,也可采用CRB510級冷拔光面鋼筋制作。一片焊接網宜采用同一類型的鋼筋焊成。焊接網按形狀、規格分為定型和定制兩種。定型焊接網在兩個方向上的鋼筋間距和直徑可以不同,但在同一個方向上的鋼筋應具有相同的直徑、間距和長度,已在有關標準、規程中作了規定。定制焊接網的形狀、尺寸應根據設計和施工要求,結合具體工程情況,由供需雙方協商確定。當橋梁為斜交時,鋼筋混凝土板的銳角部分應采用焊接鋼筋網補強。冷軋鋼筋焊接網供應
焊接鋼筋網的噴射混凝土保護層的厚度不得小于20mm。冷軋鋼筋焊接網供應
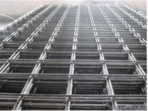
鋼筋網制造:1 鋼筋網應采用機械制造,縱、橫向鋼筋交叉點采用電阻焊焊接。2 鋼筋交叉點開焊數量不得超過整個網片交叉點總數的1%。并且任一根鋼筋上開焊點數不得超過該根鋼筋上交叉點總數的一半。鋼筋網較外邊鋼筋上的交叉點不得開焊。力學、工藝性能:1 鋼筋網的力學、彎曲性能應分別符合GB/T13788對LL550級冷軋帶肋鋼筋的規定和表a對LG550級冷軋光面鋼筋的規定。2 鋼筋網焊點的抗剪力(單位為N)應不小于150與較粗鋼筋公稱橫截面積(單位為mm)的乘積。包裝:鋼筋網應捆扎整齊、牢固,捆重不應超過2t,必要時應加剛性支撐或支架,以防止運輸吊裝過程中鋼筋網產生影響使用的變形。冷軋鋼筋焊接網供應